



Jako jedna z technologii przyszłości w dziedzinie materiałów kompozytowych, pultruzja przyciągnęła uwagę wielu specjalistów. Polega ona na nasączaniu włókien ciągłych lub ich tkanin żywicą pod wpływem siły nacisku urządzenia trakcyjnego, a następnie podgrzewaniu żywicy przez matrycę formującą w celu jej zestalenia i wytworzenia materiałów kompozytowych. Metody przetwarzania profili materiałowych.
1. Pultruzja
Pultruzja to ciągły proces wytwarzania złomu o stałym przekroju poprzecznym. Łącząc w sobie procesy „ciągnięcia” i „ściskania”, pultruzja rozciąga materiał, w przeciwieństwie do wytłaczania, które go popycha.
2. Przetwarzanie metodą pultruzji
Można również dodać zasłony, aby zapobiec erozji lub „wykwitowi włókien” oraz zapewnić odporność na korozję i promieniowanie UV.
Technologia ta nie ogranicza się do polimerów termoutwardzalnych. Obecnie pultruzja jest z powodzeniem stosowana w matrycach termoplastycznych, takich jak politereftalan butylenu (PBT) i politereftalan etylenu (PET), poprzez impregnację lub owinięcie proszku włókien szklanych arkuszem matrycy termoplastycznej, który następnie jest podgrzewany.
W porównaniu do kompozytów na bazie żywic termoutwardzalnych, ekologiczna czystość gotowego produktu i niemal nieograniczone możliwości recyklingu (przetwarzania) po wyczerpaniu zasobów wydają się być przekonującymi argumentami przemawiającymi za stosowaniem wzmocnionych tworzyw termoplastycznych.
Z tych powodów produkcja przemysłowa i wykorzystanie danego materiału wzrosły o 8-10% rocznie w krajach wysoko uprzemysłowionych w ostatnich dekadach. Nowe rozwiązania nie tylko dają praktyczny impuls do produkcji profili prostych i giętych, zwłaszcza w sektorze motoryzacyjnym, ale także zwiększają popyt na tę technologię.
Technika pultruzji stosowana do wytwarzania kompozytów włóknistych z matryc polimerowych wydaje się być energooszczędna i zasobooszczędna.
Zarówno czynniki ekonomiczne, jak i środowiskowe sprzyjają stosowaniu matryc termoplastycznych, ale ze względu na wysoką lepkość stopu trudno jest osiągnąć wysoką wydajność i wysoką jakość impregnacji wypełniacza włóknistego przy użyciu tego typu matryc.
3. Obszary zastosowań
Produkty wytwarzane przy użyciu tej technologii znajdują szerokie zastosowanie w następujących gałęziach przemysłu:
W przemyśle rolniczym i chemicznym do produkcji odpornych, odpornych na korozję podłóg rusztowych o podwyższonych parametrach wytrzymałościowych do budowy obiektów hodowlanych, zakładów chemicznych itp.;
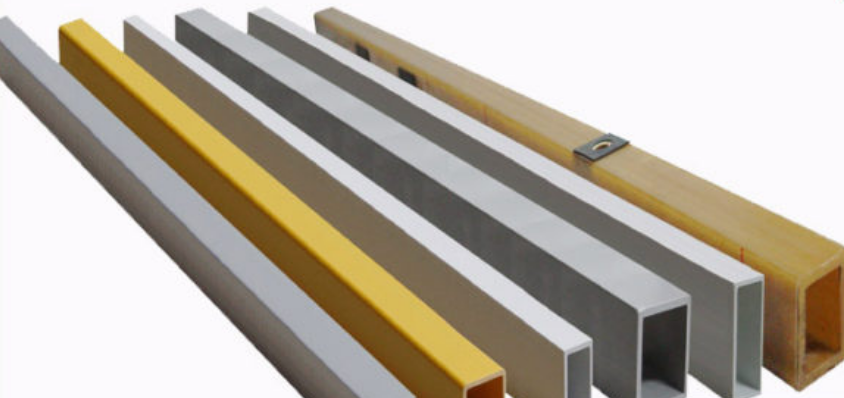
W przemyśle budowlanym wykorzystuje się go do produkcji materiałów wzmacnianych włóknem szklanym, profili, szkieletów, prętów zbrojeniowych do okien PCV i innych produktów.
Elementy konstrukcyjne są wykorzystywane w przemyśle lotniczym i kosmicznym przy produkcji samolotów.
W sporcie i turystyce urządzenia do produkcji sprzętu o podwyższonych parametrach wytrzymałościowych: desek snowboardowych, kijków narciarskich, masztów do flag na polach golfowych, konstrukcji namiotów i zadaszeń itp.
W elektrotechnice włókno szklane wykorzystuje się do produkcji struktur dielektrycznych, prętów z włókna szklanego do izolatorów kompozytowych, konstrukcji wsporczych do elementów bloków sygnałowych oraz profili z włókna szklanego do transformatorów i silników elektrycznych.
W produkcji komercyjnej cząstki materiału do formowania długowłóknistego (LLM) są stosowane jako surowce do późniejszego wytwarzania struktur i produktów o zwiększonej wytrzymałości i właściwościach chemicznych.
W przemyśle motoryzacyjnym wykorzystuje się go do produkcji konstrukcji pojazdów i skomplikowanych części wymagających zwiększonej sztywności, wytrzymałości i lekkości.
Firma Boxer wykorzystuje mechanizmy, struktury i materiały spełniające wysokie standardy stabilności chemicznej, dielektrycznej i wytrzymałościowej stosowane w wielu innych gałęziach przemysłu i fabrykach.
4. Sprzęt do pultruzji
Maszyny do pultruzjiRóżnią się konstrukcją. Dwa najczęściej stosowane typy to posuwisto-zwrotny (przekazywany) i ciągły (torowy).
W procesie pultruzji filetowej układ maszyny składa się z dwóch ruchomych etapów, podobnie jak w przypadku ręcznie ciągnionych elementów przekazywanych, ale ponieważ proces jest przerywany, tylko jeden ściągacz i matryca są zamontowane na drugim etapie.
To, czy platforma porusza się liniowo, czy kołowo, zależy od rodzaju produkowanego profilu. Minimalny promień dla maszyny liniowej z obrotową platformą wynosi około 2 metrów. W przypadku mniejszych promieni konieczny jest ruch obrotowy matrycy i stołu chwytakowego.
Czas publikacji: 05.07.2022