



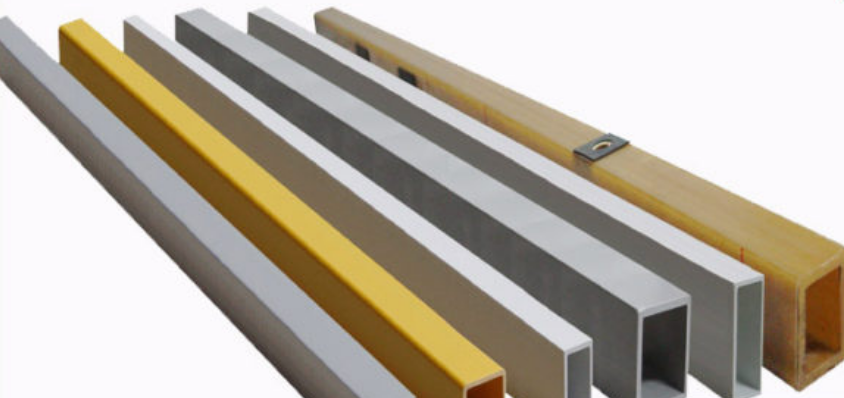
Технология пултрузии, как одна из перспективных технологий в области композитных материалов, привлекла внимание многих специалистов по композитным материалам. Она заключается в пропитке непрерывных волокон или их тканей смолой под действием силы натяжения тягового оборудования, а затем нагреве смолы в формовочной матрице для ее затвердевания и получения композитных материалов. Это технологический процесс для получения профилей материалов.
1. Пултрузия
Пултрузия — это непрерывный процесс производства отходов с постоянным поперечным сечением. Сочетая в себе «вытягивание» и «сжатие», пултрузия растягивает материал, в отличие от экструзии, которая его проталкивает.
2. Обработка методом пултрузии
Также можно добавлять вуали для предотвращения эрозии или «наплыва волокон», а также для обеспечения коррозионной стойкости и защиты от ультрафиолетового излучения.
Данная технология не ограничивается термореактивными полимерами. В настоящее время пултрузия успешно применяется с термопластичными матрицами, такими как полибутилентерефталат (ПБТ) и полиэтилентерефталат (ПЭТ), путем пропитки или обертывания порошка стекловолокна в лист термопластичной матрицы, которая затем нагревается.
По сравнению с композитами на основе термореактивных смол, экологическая чистота готового продукта и практически неограниченные возможности переработки (утилизации) после истощения ресурсов представляются убедительными аргументами в пользу армированных термопластов.
По этим причинам промышленное производство и использование того или иного материала в высокоразвитых странах в последние десятилетия росло на 8-10% в год. Новые разработки не только дают практический импульс производству как прямых, так и криволинейных профилей, особенно в автомобильной промышленности, но и стимулируют рост спроса на эту технологию.
Технология пултрузии для изготовления волокнистых композитов из полимерных матриц представляется энерго- и ресурсоэффективной.
Использование термопластичных матриц обусловлено как экономическими, так и экологическими факторами, однако из-за высокой вязкости расплава трудно достичь высокой производительности и высококачественной пропитки волокнистым наполнителем с помощью матриц этого типа.
3. Области применения
Продукция, изготовленная с использованием этой технологии, широко применяется в следующих отраслях промышленности:
В сельскохозяйственной и химической промышленности – для производства износостойких, коррозионностойких решетчатых полов с улучшенными прочностными характеристиками для строительства животноводческих комплексов, химических заводов и т. д.;
В строительной отрасли он используется для производства стекловолоконных армированных материалов, профилей, каркасов, арматурных стержней для ПВХ-окон и других изделий.
Конструкционные элементы используются в производстве летательных аппаратов в аэрокосмической отрасли.
В спорте и туризме – оборудование для производства изделий с повышенными прочностными характеристиками: сноуборды, лыжные палки, флагштоки для полей для гольфа, палатки и навесы и т. д.
В электротехнике стекловолокно используется для изготовления диэлектрических конструкций, стекловолоконных стержней для композитных изоляторов, опорных конструкций для элементов сигнальных блоков, а также стекловолоконных профилей для трансформаторов и электродвигателей.
В коммерческом производстве частицы длинноволокнистого формовочного материала (LLM) используются в качестве сырья для последующего изготовления конструкций и изделий с улучшенными прочностными и химическими свойствами.
В автомобильной промышленности он используется для производства конструкций транспортных средств и сложных деталей с повышенной жесткостью, прочностью и легкостью.
Компания Boxer использует механизмы, конструкции и материалы, отвечающие высоким стандартам химической, диэлектрической и прочностной стабильности, применяемым во многих других отраслях промышленности и на заводах.
4. Оборудование для пултрузии
пултрузионные машиныРазличаются по конструкции. Часто используются два типа: возвратно-поступательные (переходные) и непрерывные (гусеничные).
В процессе пултрузии филе компоновка машины имеет две подвижные ступени, аналогичные тем, что используются при ручной вытяжке компонентов, но поскольку процесс является прерывистым, на другой ступени установлены только один вытяжной механизм и матрица.
Линейное или круговое перемещение платформы зависит от типа изготавливаемого профиля. Минимальный радиус для линейного станка с вращающейся платформой составляет приблизительно 2 метра. Для меньших радиусов необходимо круговое перемещение матрицы и захватного стола.
Дата публикации: 05.07.2022