



Als eine der Zukunftstechnologien für Verbundwerkstoffe hat die Pultrusion die Aufmerksamkeit vieler Experten auf sich gezogen. Dabei werden Endlosfasern oder deren Gewebe unter Zugkraft einer Zugvorrichtung mit Harz infiltriert und anschließend durch eine Formdüse erhitzt, um das Harz zu verfestigen und so Verbundwerkstoffe herzustellen. Prozessmethoden für Materialprofile.
1. Pultrusion
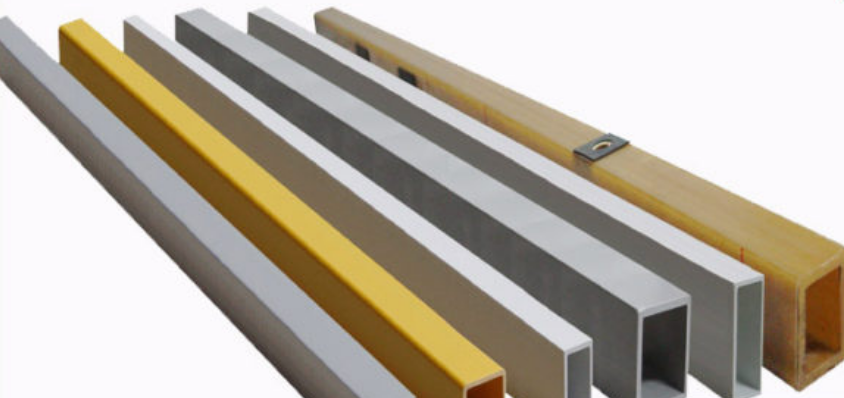
Pultrusion ist ein kontinuierliches Verfahren zur Herstellung von Material mit konstantem Querschnitt. Durch die Kombination von „Ziehen“ und „Stauchen“ wird das Material bei der Pultrusion gestreckt, im Gegensatz zur Extrusion, bei der das Material geschoben wird.
2. Verarbeitung von Pultrusionsmaterial
Zusätzlich können Schleierschichten angebracht werden, um Erosion oder „Faserausblühungen“ zu verhindern und Korrosions- sowie UV-Beständigkeit zu gewährleisten.
Die Technologie ist nicht auf Duroplaste beschränkt. Derzeit wird die Pultrusion erfolgreich mit thermoplastischen Matrizen wie Polybutylenterephthalat (PBT) und Polyethylenterephthalat (PET) eingesetzt, indem das Glasfaserpulver in eine Folie aus thermoplastischer Matrix imprägniert oder eingewickelt und anschließend erhitzt wird.
Im Vergleich zu Verbundwerkstoffen auf Basis von Duroplasten scheinen die ökologische Unbedenklichkeit des Endprodukts und die nahezu unbegrenzten Recyclingmöglichkeiten (Verarbeitungsmöglichkeiten) nach Erschöpfung der Ressourcen überzeugende Argumente für verstärkte Thermoplaste zu sein.
Aus diesen Gründen ist die industrielle Produktion und Verwendung eines bestimmten Materials in hochindustrialisierten Ländern in den letzten Jahrzehnten um 8–10 % pro Jahr gestiegen. Neue Entwicklungen fördern nicht nur die Herstellung gerader und gebogener Profile, insbesondere im Automobilsektor, sondern steigern auch die Nachfrage nach dieser Technologie.
Das Pultrusionsverfahren zur Herstellung von Faserverbundwerkstoffen aus Polymermatrizes scheint energie- und ressourceneffizient zu sein.
Sowohl ökonomische als auch ökologische Faktoren sprechen für den Einsatz thermoplastischer Matrixmaterialien. Aufgrund der hohen Viskosität der Schmelze ist es jedoch schwierig, mit dieser Art von Matrixmaterialien eine hohe Produktivität und eine qualitativ hochwertige Faserfüllung zu erzielen.
3. Anwendungsgebiete
Mit dieser Technologie hergestellte Produkte finden breite Anwendung in folgenden Branchen:
In der Agrar- und Chemieindustrie zur Herstellung von widerstandsfähigen, korrosionsbeständigen Spaltenböden mit verbesserten Festigkeitseigenschaften für den Bau von Tierhaltungsanlagen, Chemieanlagen usw.;
In der Bauindustrie wird es zur Herstellung von glasfaserverstärkten Materialien, Profilen, Karkassen, Bewehrungsstäben für PVC-Fenster und anderen Produkten verwendet.
Strukturbauteile werden in der Luft- und Raumfahrtindustrie bei der Herstellung von Flugzeugen verwendet.
Im Bereich Sport und Tourismus: Ausrüstung zur Herstellung von Ausrüstung mit erhöhten Festigkeitseigenschaften: Snowboards, Skistöcke, Fahnenmasten für Golfplätze, Zelt- und Schuppenkonstruktionen usw.
In der Elektrotechnik wird Glasfaser zur Herstellung von dielektrischen Strukturen, Glasfaserstäben für Verbundisolatoren, Trägerstrukturen für Signalblockelemente und Glasfaserprofilen für Transformatoren und Elektromotoren verwendet.
In der kommerziellen Produktion werden langfaserige Formmassenpartikel (LLM) als Rohmaterialien verwendet, um anschließend Strukturen und Produkte mit verbesserter Festigkeit und chemischen Eigenschaften herzustellen.
In der Automobilindustrie wird es zur Herstellung von Fahrzeugstrukturen und komplexen Bauteilen mit erhöhter Steifigkeit und Leichtigkeit eingesetzt.
Boxer verwendet Mechanismen, Strukturen und Materialien, die in vielen anderen Branchen und Fabriken hohe Standards hinsichtlich chemischer, dielektrischer und Festigkeitsstabilität erfüllen.
4. Pultrusionsanlagen
PultrusionsmaschinenSie unterscheiden sich in ihrer Bauart. Zwei häufig verwendete Typen sind die Hubvorrichtung (Übergabevorrichtung) und die kontinuierliche Vorrichtung (Kettenfahrvorrichtung).
Beim Pultrusionsverfahren für die Kehlnaht verfügt die Maschine über zwei bewegliche Stufen, ähnlich wie bei der Übergabe von handgezogenen Bauteilen. Da der Prozess jedoch intermittierend ist, sind auf der anderen Stufe nur ein Abzugsgerät und eine Düse montiert.
Ob sich die Plattform linear oder kreisförmig bewegt, hängt vom zu fertigenden Profil ab. Der Mindestradius für eine Linearmaschine mit Drehplattform beträgt ca. 2 Meter. Für kleinere Radien ist eine Kreisbewegung des Werkzeugs und des Greifertisches erforderlich.
Veröffentlichungsdatum: 05.07.2022