



SMC複合シートは非常に一般的な素材ですが、その製造プロセスはどのようなものなのでしょうか?以下にご紹介します。
1) 給餌:金型に一定量の情報を注入する必要性に応じて、供給量は完成品の密度とサイズに直接影響します。供給量が多い場合、完成品には大きなバリが発生し、寸法精度が悪くなり、型から外しにくくなり、SMC複合材料シートが金型を損傷する可能性があります。供給量が少ない場合、完成品の密着性が低下し、光沢が悪くなり、材料不足や無駄が生じます。
2) クランプ:材料供給後、雄型と雌型が関連している場合でも、金型を閉じるときは、まず高速で行い、陰陽型が作動したら低速に変更します。高速で行ってから低速にする操作方法は、非生産時間を短縮し、金型の損傷を防ぎ、金型の締め付けが速すぎるために金型溝内の材料が大気によって摩耗し、インサートがずれて成形棒が損傷するのを防ぐのに適しています。金型を閉じた後、圧力を上げて材料を加熱加圧することができます。

3) 排気:熱硬化性プラスチックを成形する際、水分や短鎖分子が放出されることがよくあります。これらの短鎖分子を除去するため、金型内の雰囲気を蒸発させ、プラスチックが金型キャビティ内で適切な時間保持された後、短時間圧力を解放して金型を排気します。排気操作により、硬化時間を短縮し、完成品の物理的な遅延時間を分散させ、完成品の剥離や発泡の遅延を防ぐことができます。材料表面に固化したガスは排出されません。
4) 硬化:熱硬化性プラスチックの硬化は、成形温度で一定時間維持され、SMC複合材料シートは樹脂の重縮合反応を必要な結合レベルに達させ、完成品に必要な物理的剛性を持たせます。硬化速度の遅いプラスチックは、完成品が完全に脱型できるようになった時点で一時的に中断し、後処理を使用して硬化プロセス全体を完了させることで、設備の利用率を高めることもできます。成形および硬化中は、圧力を維持し、保温する必要があり、一般的には30秒から数分間、通常は30分を超えないようにします。硬化時間が長すぎても短すぎても、完成品の品質に影響します。
5) 型抜き:脱型は、多くの場合、成形棒を排出することで完了します。成形棒やインサートが使用されている完成品の場合は、まずボーメンツールで成形棒を取り外してから脱型する必要があります。
6) 型吹き込み:脱型後、SMC複合材料シートは、金型キャビティと金型表面を吹き付けるために、圧縮雰囲気で吹き付けられることがよくあります。金型への固定がしっかりしている場合は、銅ナイフや銅ブラシで清掃することもできます。また、銅ナイフや銅ブラシ、研磨ブラシなどで清掃する必要がある場合もあります。
7) 後処理:完成品の品質をさらに向上させるため、熱硬化性プラスチックは脱型後に高温で後処理されることがよくあります。後処理により、プラスチックはより強固に固化します。同時に、完成品の内部応力を低減または除去し、完成品中の水分や蒸発を抑制するなど、完成品の電気特性や強度を向上させる効果があります。
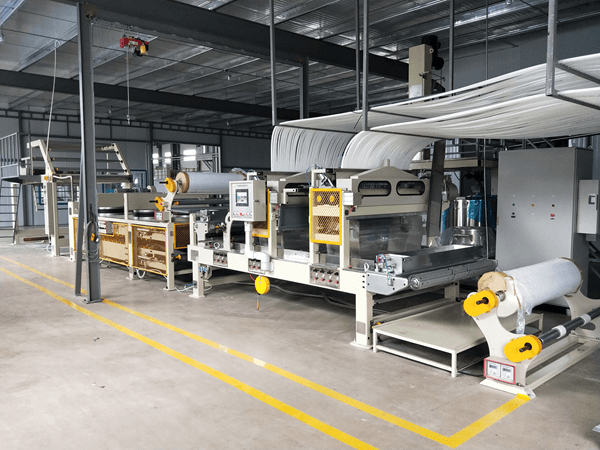
プロとしてSMCシート加工機メーカー中国では、テクノFRPプロフェッショナルなSMCシート製造の知識と高品質を提供します自動SMCシート生産ライン。 もっと詳しく知る!
投稿日時:2022年8月23日