



Композитный лист SMCЭто очень распространенный материал, так каковы же технологические процессы его обработки? Позвольте мне представить их ниже:
1) Кормление:В зависимости от необходимости ввода определенного количества информации в форму, объем подачи напрямую влияет на плотность и размер готового изделия. Если объем подачи большой, готовое изделие будет иметь толстые заусенцы, низкую точность размеров, его будет трудно извлечь из формы, а листовой композитный материал SMC может повредить форму; если объем подачи малый, готовое изделие будет неровным, с плохим блеском, что приведет к нехватке материала и отходам.
2) Зажим:После подачи материала, даже если мужская и женская формы связаны между собой, при закрытии формы сначала используйте быстрый режим, а затем переключитесь на медленный, когда формы Инь и Ян будут задействованы. Такой метод работы, при котором сначала используется быстрый режим, а затем медленный, позволяет сократить время простоя при усадке, предотвратить повреждение формы и избежать износа материала в канавках формы из-за слишком быстрого зажима формы, что может привести к смещению вставки и повреждению формовочного стержня. После закрытия формы можно увеличить давление для нагрева и создания избыточного давления в материале.

3) Выхлопная система:При формовании термореактивных пластмасс часто выделяются влага и короткие молекулы. Для удаления этих коротких молекул путем испарения и создания атмосферы внутри формы, после того как пластик отразится в полости формы в течение подходящего времени, производится кратковременный сброс давления и отвод воздуха из формы. Операция отвода воздуха позволяет сократить время отверждения и распределить физическую задержку готового изделия, предотвращая расслоение и медленное вспенивание. При этом затвердевший газ на поверхности материала не удаляется.
4) Затвердевание:Процесс отверждения термореактивных пластмасс поддерживается в течение определенного времени при температуре формования, а лист композитного материала SMC обеспечивает достижение поликонденсационной реакции смолы до необходимого уровня сцепления, благодаря чему готовое изделие обладает требуемой физической жесткостью. Для пластмасс с низкой скоростью отверждения можно также временно приостановить процесс, когда готовое изделие можно полностью извлечь из формы, а затем использовать постобработку для завершения всего процесса отверждения, чтобы повысить коэффициент использования оборудования. Во время формования и отверждения часто необходимо поддерживать давление и температуру, обычно от 30 секунд до нескольких минут, но не более 30 минут. Слишком длительное или слишком короткое время отверждения влияет на качество готового изделия.
5) Извлечение из формы:Извлечение из формы обычно завершается выталкиванием стержня. Для готовых изделий со формовочными стержнями или некоторыми вставками формовочные стержни следует сначала удалить с помощью инструмента Bomen, а затем извлечь изделие из формы.
6) Выдувание из пресс-формы:После извлечения из формы лист композитного материала SMC часто продувают сжатым воздухом, чтобы продуть полость и поверхность формы. Если крепление к форме плотное, его также можно очистить медным ножом или медной щеткой, или даже использовать для очистки медный нож или медную щетку, полировальную щетку и т. д.
7) Постобработка:Для дальнейшего повышения качества готовой продукции термореактивные пластмассы часто подвергаются дополнительной обработке при более высокой температуре после извлечения из формы. Дополнительная обработка позволяет пластику затвердеть более прочно, одновременно снижая или устраняя внутренние напряжения в готовом изделии, уменьшая влажность и испарение и т. д., что способствует повышению электрических характеристик и прочности готового изделия.
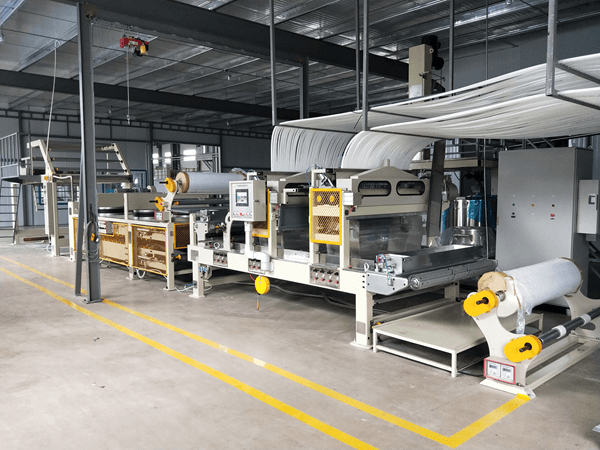
Как профессионалПроизводитель листогибочных станков SMCв Китае,ТехноФРПпредоставляет профессиональные знания в области производства листового SMC-материала и обеспечивает высокое качество.автоматизированные линии по производству листов SMC. Узнать больше!
Дата публикации: 23 августа 2022 г.