



SMC kompositpladeer et meget almindeligt materiale, så hvad er de teknologiske processer? Lad mig introducere dig til nedenstående:
1) Fodring:Afhængigt af behovet for at indsætte en vis mængde information i formen, påvirker mængden af tilførsel direkte det færdige produkts tæthed og størrelse. Hvis tilførselsmængden er stor, vil det færdige produkt have tykke grater, dårlig dimensionsnøjagtighed, og det er vanskeligt at afforme, og smc-kompositmaterialearket kan beskadige formen. Hvis tilførselsmængden er lille, vil det færdige produkt ikke være tæt, og glansen vil være dårlig, hvilket resulterer i materialemangel og spild.
2) Fastspænding:Efter tilførsel, selvom han- og hunformene er relateret. Når formen er lukket, skal du bruge Hurry først, og derefter ændre den til Slow, når Yin- og Yang-formene er aktiveret. Driftsmetoden med hurtigt først og derefter langsomt er god til at reducere ikke-produktionstiden, forhindre formskader og undgå, at materialet i formrillen slides af atmosfæren på grund af for hurtig formklemning, så indsatsen forskydes og støbestangen beskadiges. Når formen er lukket, kan trykket øges for at opvarme og sætte materialet under tryk.

3) Udstødning:Ved støbning af termohærdende plast frigives der ofte fugt og korte molekyler. For at eliminere disse korte molekyler, fordampning og atmosfære i formen, holdes plastikrefleksionen i formhulrummet i et passende tidsrum, hvilket frigiver tryk og frigiver formudstødningen i en kort periode. Udstødningsoperationen kan forkorte hærdningstiden og sprede den fysiske forsinkelse i det færdige produkt, hvilket undgår delaminering og langsom skumdannelse i det færdige produkt. Den størknede gas på materialets overflade udledes ikke.
4) Hærdning:Hærdningen af termohærdende plast opretholdes i en periode ved støbetemperaturen, og SMC-kompositmaterialearket får harpiksens polykondensationsreaktion til at nå det nødvendige forbindelsesniveau, således at det færdige produkt har den nødvendige fysiske stivhed. Plast med en lav hærdningshastighed kan også midlertidigt suspenderes, når det færdige produkt kan afformes fuldstændigt, og derefter bruge efterbehandling til at fuldføre hele hærdningsprocessen for at øge udstyrets udnyttelsesgrad. Under støbning og hærdning er det ofte nødvendigt at opretholde tryk og holde varmen, generelt 30 sekunder til flere minutter, og generelt ikke mere end 30 minutter. For lang eller for kort hærdningstid har en effekt på kvaliteten af det færdige produkt.
5) Afformning:Afformning udføres ofte ved at støde stangen ud. For færdige produkter med formstænger eller indsatser skal formstængerne først fjernes med et Bomen-værktøj og derefter tages ud af formen.
6) Formblæsning:Efter afformning blæses SMC-kompositmaterialearket ofte med trykluft for at blæse formhulrummet og formoverfladen. Hvis fastgørelsen på formen er stram, kan den også rengøres med en kobberkniv eller en kobberbørste, eller det skal endda rengøres med en kobberkniv eller en kobberbørste, poleringsbørste osv.
7) Efterbehandling:For yderligere at popularisere kvaliteten af det færdige produkt efterbehandles de færdige termohærdende plasttyper ofte ved en højere temperatur efter afformning. Efterbehandling kan gøre plasten mere fast. Samtidig reduceres eller elimineres den indre spænding i det færdige produkt, og fugt og fordampning i det færdige produkt reduceres osv., hvilket er gavnligt for at popularisere det færdige produkts elektriske ydeevne og styrke.
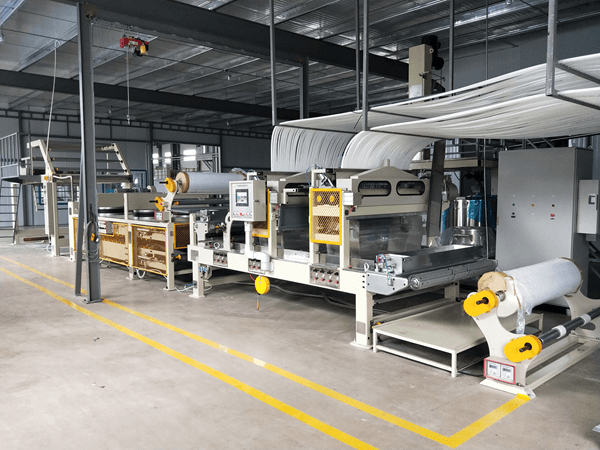
Som professionelProducent af SMC-plademaskineri Kina,TechnoFRPtilbyder professionel viden om SMC-pladeproduktion og høj kvalitetautomatiske SMC-pladeproduktionslinjerLær mere!
Opslagstidspunkt: 23. august 2022