



Forma/forma pokrywy włazu SMC/BMC



Stalowa forma SMC/BMC do pokryw włazów jest kluczowa w produkcji pokryw włazów z tworzywa sztucznego wzmocnionego włóknem szklanym (FRP). Jej rozmiar, klasyfikacja i zalety zastosowania bezpośrednio wpływają na jakość i wydajność pokrywy włazów.TechnoFRPPosiada bogatą wiedzę teoretyczną i doświadczenie produkcyjne w dziedzinie formowania tłocznego SMC/BMC i może dostosować do Państwa potrzeb kompletny zestaw linii produkcyjnych pokryw studzienek SMC/BMC. W razie jakichkolwiek pytań prosimy o kontakt. Dziękujemy.
1. SMC/BMCforma do pokrywy włazustruktura
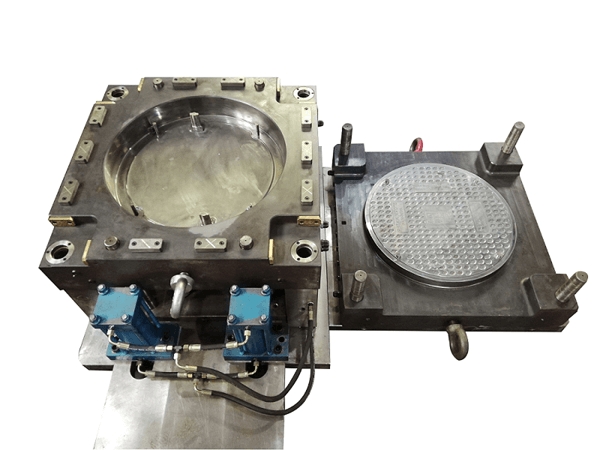
• Forma górna i forma dolna: Forma zazwyczaj składa się z formy górnej i formy dolnej. Wnętrze formy górnej i dolnej ma kształt pokrywy włazu, aMaszyna do formowania pokryw studzienek SMCstosuje ciśnienie w celu uformowania materiału SMC w formie.
• Komora formy i rdzeń formy: Forma zawiera komorę formy (służącą do formowania głównego kształtu pokrywy włazu) oraz rdzeń formy (służący do formowania szczegółów powierzchni i struktury pokrywy włazu, takich jak tekstury, logo itp.).
• System grzewczy: Forma jest zazwyczaj wyposażona w system grzewczy, który podgrzewa materiał SMC w trakcie procesu formowania, dzięki czemu może on płynąć i krzepnąć w wysokich temperaturach.
• Układ wydechowy: Aby zapobiec powstawaniu pęcherzyków powietrza lub wad podczas formowania, konstrukcja formy może obejmować kanał wydechowy służący do usuwania nadmiaru powietrza lub gazu.
2. Rozmiar formy pokrywy włazu SMC/BMC
RozmiarForma stalowa do pokrywy włazu SMCjest ściśle powiązany z rozmiarem produkowanej pokrywy włazu. Projekt rozmiaru formy zazwyczaj opiera się na następujących czynnikach:
• Średnica lub długość boku pokrywy włazu: Średnica typowej okrągłej pokrywy włazu waha się od 400 mm do 1200 mm, a długość boku kwadratowej pokrywy włazu od 300 mm do 1000 mm. Rozmiar formy będzie nieco większy niż rzeczywisty rozmiar pokrywy włazu, aby uwzględnić przepływ i skurcz materiału.
• Grubość pokrywy włazu: Grubość pokrywy włazu wynosi zazwyczaj od 25 mm do 100 mm. Projekt formy uwzględnia to, aby zapewnić, że grubość pokrywy włazu spełnia wymagania po uformowaniu.
• Grubość ścianki formy: Aby wytrzymać wysokie ciśnienie podczas procesu formowania, grubość ścianki formyforma stalowawynosi na ogół od 20 mm do 60 mm, w zależności od rozmiaru formy i złożoności kształtu.
3. Klasyfikacja pleśni pokryw włazów
Formy stalowe SMC do pokryw włazów można klasyfikować według różnych norm:
1) Klasyfikacja według kształtu pokrywy włazu:
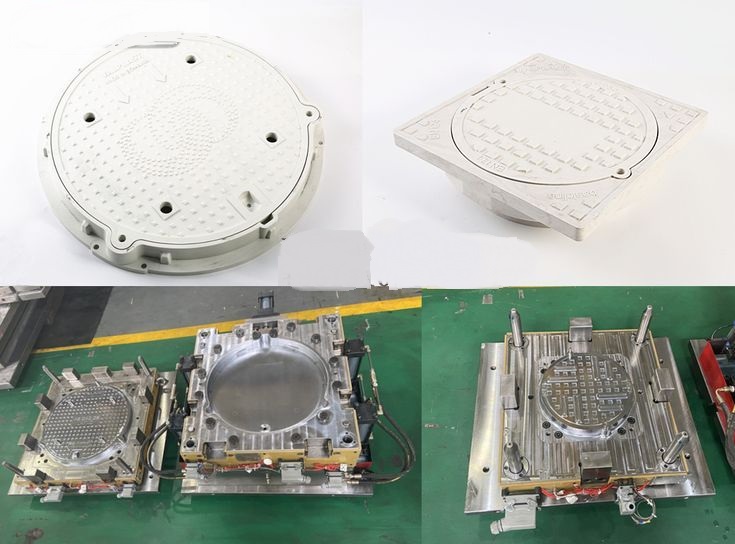
• Forma okrągła: stosowana do produkcji okrągłych pokryw studzienek kanalizacyjnych, powszechnie stosowana na drogach miejskich i chodnikach.
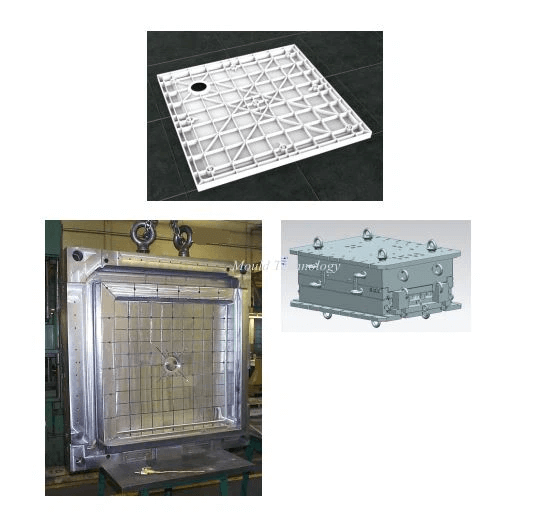
• Forma kwadratowa: stosowana do produkcji kwadratowych pokryw studzienek, odpowiednia do stosowania w parkach przemysłowych, na obszarach mieszkalnych itp.
• Forma prostokątna: stosowana do produkcji prostokątnych pokryw studzienek, odpowiednia do stosowania w szczególnych przypadkach, np. w rowach melioracyjnych.
2) Klasyfikacja według struktury formy:
• Forma jednogniazdowa: tylko jedna komora, odpowiednia do produkcji pojedynczych pokryw włazów, często stosowana w produkcji małych partii.
• Forma wielogniazdowa: zawiera wiele gniazd, umożliwia jednoczesną produkcję wielu pokryw włazów, nadaje się do produkcji masowej i jest bardziej wydajna.
3) Klasyfikacja ze względu na fakturę powierzchni:
• Forma do gładkich powierzchni: wytwarza pokrywy włazów o gładkich powierzchniach, zwykle stosowana w zastosowaniach wymagających pięknych powierzchni.
• Forma powierzchni teksturowanej: powierzchnia ma teksturę antypoślizgową lub określone wzory, odpowiednie do pokryw studzienek kanalizacyjnych wymagających funkcji antypoślizgowych lub określonych znaków.
4. Proces użytkowania formy pokrywy włazu SMC/BMC
Przygotowanie materiału: Najpierw należy umieścić gotowy materiał SMC w formie.
Formowanie i sprężanie: Forma jest zamknięta, aprasa hydraulicznaStosuje się wysoką temperaturę i ciśnienie. Materiał SMC przepływa przez formę i wypełnia jej gniazdo.
Utwardzanie i chłodzenie: Po zestaleniu materiału w wysokiej temperaturze, jest on schładzany i formowany. Pokrywa włazu jest zdejmowana po otwarciu formy.
Obróbka końcowa: Po uformowaniu pokrywa włazu może wymagać dalszej obróbki, np. usunięcia zadziorów na krawędziach, pokrycia powierzchni itp.
5. Typowe zastosowania
Drogi i chodniki miejskie: Pokrywy studzienek produkowane w stalowych formach firmy SMC są często stosowane na drogach miejskich, placach, chodnikach itp., ponieważ zapewniają wysoką wytrzymałość, właściwości antypoślizgowe, zabezpieczające przed kradzieżą i inne funkcje.
Parki przemysłowe: W parkach przemysłowych pokrywy włazów SMC są powszechnie stosowane ze względu na ich odporność na korozję i izolację, zwłaszcza w zakładach chemicznych, elektrowniach i innych miejscach.
Obszary mieszkalne i komercyjne: pokrywy studzienek kanalizacyjnych SMC są często stosowane w systemach odwadniających w osiedlach, centrach handlowych i innych miejscach, ze względu na względy estetyczne i praktyczne.
Różnorodność rozmiarów, szczegółowa klasyfikacja i liczne zalety form do pokryw studzienek ze stali SMC w różnych zastosowaniach sprawiają, że są one niezastąpionym narzędziem w nowoczesnych projektach komunalnych, przemysłowych i związanych z ochroną środowiska.

6. Więcej szczegółów na temat naszego SMC/BMCforma do pokrywy włazu
| Numer | Konkretne sprawy | Szczegółowy opis |
| 1 | Wybór stali na formy | Materiały stosowane do produkcji stali formowej obejmują: 45#, 50#, P20, H13, 718, 2738, NAK80, S136, SKD61 itp.Ten rodzaj produktu ma wysokie wymagania dotyczące wyglądu. Powierzchnia produktu wymaga wysokiej jasności, dlatego wybór materiału na formę jest bardzo ważny. Jednak biorąc pod uwagę cenę, zazwyczaj bardziej odpowiednim wyborem jest stal P20. P20 to stal wstępnie utwardzona, nienadająca się do obróbki cieplnej, ale nadająca się do azotowania. Twardość wynosi 280 HRC~400 HRC. Dzięki wstępnemu utwardzeniu, obróbka mechaniczna nie jest zbyt trudna. Ponadto, twardość tej stali jest wyższa niż stali średniowęglowej, a odkształcenie jest bardziej stabilne niż w przypadku stali średniowęglowej, dlatego jest ona szeroko stosowana w formach do tworzyw sztucznych. |
| 2 | Podstawa formy | LKM, HASCO itp. |
| 3 | Oprogramowanie projektowe | UG, PROE, CAD, CAXA |
| 4 | Projektowanie konstrukcji formy | Profesjonalni projektanci projektują rozsądną konstrukcję, aby osiągnąć najkrótszy cykl produkcyjny, ograniczyć zbędne procedury przetwarzania na późniejszym etapie i poprawić wydajność produkcji. Trzy najczęściej stosowane konstrukcje to kanały zimne, kanały gorące i kanały zimne z dyszą gorącą. |
| 5 | Układ chłodzenia wodnego i konstrukcja bramy | Rozsądne kształty wlewów są projektowane zgodnie z cechami konstrukcyjnymi i wymaganiami dotyczącymi wyglądu produktu. Dostępne są duże wlewy, wlewy utajone, wlewy wachlarzowe, wlewy z zaworami iglicowymi itp. Rozsądny system chłodzenia może sprawić, że temperatura formy szybko osiągnie stan równowagi, co poprawi dokładność produktu i wydajność produkcji. |
| 6 | Konfiguracja części | Wkładki, słupy prowadzące, tuleje prowadzące, suwaki, tuleje ślizgowe, pochyłe bloki wyrzutnika itp. wykonane są ze standardowych części odpornych na zużycie w celu wydłużenia żywotności formy. |
| 7 | Typ wnęki | Pojedyncze/Podwójne/Wielotypowe |
| 8 | Obróbka powierzchni formy | Gatunek polerowania przemysłowego |
| 9 | Czas wyjmowania produktu z formy | 6-90 sekund |
| 10 | Docelowa żywotność formy | Ponad 500 000 razy |
| 11 | Czas potrzebny na wykonanie formy | 25-70 dni |
7. Środki ostrożności dotyczące stosowania pleśni
1) Sprawdź, czy w gnieździe formy i rdzeniu nie ma żadnych zanieczyszczeń.
2) Sprawdź, czy mechaniczny układ wypychania formy działa prawidłowo.
3) Sprawdź, czy żadne zanieczyszczenia nie blokują wlewu formy i czy układ chłodzenia działa prawidłowo.
4) Sprawdź, czy boczna blokada zabezpieczająca formę jest otwarta itp.
5) Kwestie związane z wymaganą konserwacją formy:
Po użyciu formy należy oczyścić gniazdo i rdzeń. Nie należy pozostawiać żadnych zanieczyszczeń, aby uniknąć uszkodzenia powierzchni formy. Spryskać środkiem antykorozyjnym.
W układzie chłodzenia formy nie powinna znajdować się żadna ilość wody chłodzącej. Należy go oczyścić, aby zapobiec zatkaniu kanału wodnego przez rdzę.
Mechaniczne części standardowe formy, takie jak: sworzeń prowadzący, sworzeń wyrzutnika, pręt resetujący, dolny sworzeń prowadzący itp., powinny być pokryte olejem smarującym.
Po zamknięciu formy należy ją przykryć materiałem chroniącym przed kurzem, aby zapobiec przedostawaniu się kurzu do wnętrza formy i jej rdzewieniu.
8. Dlaczego warto nas wybrać
1) Firma wprowadziła na rynek ponad dziesięć zaawansowanych urządzeń do przetwarzania i testowania form, takich jak precyzyjne centra obróbcze CNC, maszyny CNC EDM, wiertarki do głębokich otworów CNC itp., zarówno krajowych, jak i zagranicznych.

2) Wysoka precyzja formy:TechnoFRPdysponuje doświadczonymi mistrzami w zakresie formowania, profesjonalną technologią i rygorystyczną kontrolą na każdym poziomie.

3) Długa żywotność formy: Formę wykonaną ze stali o twardości 20-56 można prasować 100 000–1 milion razy.
4) Profesjonalna personalizacja: Koncentrujemy się na obróbce i personalizacji form od ponad 20 lat. Oferujemy produkcję różnych form zgodnie z potrzebami klienta.

5) Firma posiada profesjonalny warsztat produkcyjny o rocznej zdolności produkcyjnej ponad 200 zestawów form dużych i małych. Dysponuje prasami hydraulicznymi o nacisku 630–2000 ton, aby sprostać potrzebom testowania form i obróbki plastycznej.


