



Elproceso de pultrusiónEs un método de producción continua de perfiles de materiales compuestos. Impregna mechas de fibra de vidrio sin torsión y otros materiales de refuerzo continuos, esteras de poliéster, etc., y los extrae del molde de forma continua tras el curado en el mismo, conformando así un proceso de producción automatizado para productos de pultrusión.
Los productos fabricados mediante el proceso de pultrusión poseen una mayor resistencia a la tracción que el acero común. La capa rica en resina de su superficie les confiere una excelente resistencia a la corrosión, lo que los convierte en la mejor alternativa al acero en proyectos con entornos corrosivos. Se utilizan ampliamente en transporte, electricidad, aislamiento eléctrico, industria química, minería, sector naval, embarcaciones, entornos corrosivos y diversos campos de la construcción.
Proceso de pultrusión
Existen diversas formas de moldeo por pultrusión y numerosos métodos de clasificación. Entre ellos se incluyen el proceso intermitente y continuo, el vertical y horizontal, el húmedo y seco, el de tracción por orugas y por sujeción, el curado dentro del molde y el curado del gel fuera del molde. Los métodos de calentamiento abarcan desde el calentamiento eléctrico, infrarrojo, de alta frecuencia, por microondas o combinado, entre otros.
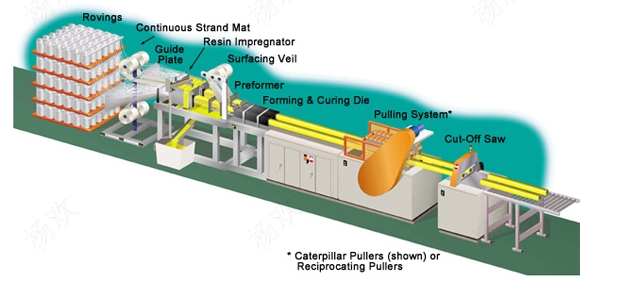
El flujo de proceso típico del moldeo por pultrusión es:
Disposición de la fibra de vidrio roving – Inmersión – Preformado – Moldeo por extrusión y curado – Estirado – Corte – Productos
Composición de los equipos de moldeo por pultrusión
1. Sistema de transporte de material de refuerzo: como por ejemplo, bobinadora, dispositivo de extensión de fieltro, orificio para hilo, etc.
2. Impregnación con resina: La impregnación directa en tanque es el método más utilizado. Durante todo el proceso de impregnación, la disposición de las fibras y las esteras debe ser muy ordenada.
3. Preformado: Los materiales de refuerzo impregnados pasan a través del dispositivo de preformado y se introducen cuidadosamente de forma continua para asegurar su posición relativa, aproximándose gradualmente a la forma final del producto y extruyendo el exceso de resina antes de entrar en el molde. Conformado y curado.
4. Molde: El molde se diseña según las condiciones del sistema. De acuerdo con la curva exotérmica de curado de la resina y la fricción entre el material y el molde, este se divide en tres zonas de calentamiento distintas, cuya temperatura viene determinada por el rendimiento del sistema de resina. El molde es la parte más crítica del proceso de pultrusión, y su longitud típica oscila entre 0,6 y 1,2 metros.
5. Dispositivo de tracción: El dispositivo de tracción en sí puede ser un tractor de orugas o dos dispositivos de sujeción alternativos para garantizar un movimiento continuo.
6. Dispositivo de corte: El perfil se corta según la longitud requerida mediante una sierra de corte automática de movimiento síncrono.

La función del troquel de conformado es lograr la compactación, el conformado y el curado de la pieza en bruto. El tamaño de la sección del molde debe tener en cuenta la contracción de moldeo de la resina. La longitud del molde está relacionada con la velocidad de curado, la temperatura del molde, el tamaño del producto, la velocidad de pultrusión, las propiedades de los materiales de refuerzo, etc., generalmente 600-1200 mm. La suavidad de la cavidad del molde debe ser alta para reducir la fricción, prolongar la vida útil y facilitar el desmoldeo. Generalmente se utiliza calentamiento eléctrico, y calentamiento por microondas se utiliza para materiales compuestos de alto rendimiento. Se requiere un dispositivo de enfriamiento en la boca del molde para evitar que el adhesivo cure prematuramente. El proceso de inmersión controla principalmente la densidad relativa (viscosidad) y el tiempo de inmersión del adhesivo. Sus requisitos y factores influyentes son los mismos que los del preimpregnado.
El proceso de moldeo por pultrusión se centra principalmente en la temperatura de moldeo, la distribución de temperatura del molde y el tiempo de paso del material a través del molde (velocidad de pultrusión), siendo este último el proceso clave. Durante la pultrusión, se producen una serie de cambios físicos, químicos y fisicoquímicos complejos cuando el preimpregnado pasa a través del molde, un proceso que hasta ahora no se comprendía del todo. En general, el molde se puede dividir en tres regiones según el estado del preimpregnado al pasar a través de él. El refuerzo se mueve a través del molde a una velocidad constante, mientras que la resina no. El comportamiento de la resina a la entrada del molde es similar al de un fluido newtoniano. La resistencia viscosa entre la resina y la superficie de la pared interior del molde ralentiza la velocidad de avance de la resina y, gradualmente, regresa al nivel equivalente al de la fibra a medida que aumenta la distancia desde la superficie interior del molde.

Durante el proceso de avance del preimpregnado, la resina experimenta una reacción de reticulación al calentarse, la viscosidad disminuye, la resistencia viscosa aumenta y comienza a gelificarse y entrar en la zona de gelificación. Gradualmente se endurece, se contrae y se separa del molde. La resina avanza uniformemente a la misma velocidad que las fibras. Continúa curando bajo calor en la zona de curado, y se asegura que se alcance el grado de curado especificado al liberar el molde. La temperatura de curado suele ser más significativa que el pico exotérmico del adhesivo, y la temperatura, el tiempo de gelificación y la velocidad de extracción coinciden. La temperatura en la zona de precalentamiento debe ser más baja, y la distribución de temperatura debe controlarse de manera que el pico exotérmico de curado aparezca en el centro del molde, y el punto de desprendimiento se controle en el centro del molde. La diferencia de temperatura entre las tres secciones se controla a 20-30 °C, y el gradiente de temperatura no debe ser demasiado grande. También debe considerarse el efecto de las reacciones de curado exotérmicas. Normalmente, se utilizan tres pares de sistemas de calefacción para controlar la temperatura de las tres zonas respectivamente.
La tracción es clave para asegurar la liberación suave del producto. La magnitud de la fuerza de tracción depende de la tensión de corte en la interfaz entre el producto y el molde. La tensión de corte disminuye con el aumento de la velocidad de tracción, y aparecen tres picos en la entrada, el medio y la salida de la matriz. El pico en la población se produce por el arrastre viscoso de la resina en ese punto. Su tamaño depende de la naturaleza del fluido viscoso de la resina, la temperatura en la entrada y el contenido de relleno. Dentro del molde, la viscosidad de la resina disminuye con el aumento de la temperatura, y la tensión de corte disminuye. A medida que avanza la reacción de curado, la viscosidad y la tensión de corte aumentan. El segundo pico corresponde al punto de desenganche y disminuye sustancialmente con el aumento de la velocidad de tracción. El tercer pico se encuentra en la salida, causado por la fricción entre el producto y la pared interior del molde después de la solidificación, y su valor es relativamente pequeño. La tracción es importante en el control del proceso. Para lograr una superficie lisa del producto, es necesario que la tensión de corte (el segundo valor máximo) en el punto de desmoldeo sea mínima y que se separe del molde lo antes posible. La variación de la tracción refleja el estado de reacción del producto en el molde y está relacionada con el contenido de fibra, la forma y el tamaño del producto, el agente desmoldante, la temperatura, la velocidad de tracción, etc.
TechnoFRPproporciona máquinas de pultrusión de alta calidad ymoldes de pultrusiónSi necesita algo, ¡contáctenos!
Fecha de publicación: 2 de diciembre de 2022