



Oprocesso de pultrusãoÉ um método de produção contínua de perfis de material compósito. Consiste na impregnação de fibras de vidro não torcidas e outros materiais de reforço contínuos, mantas de poliéster, etc., que são expelidos continuamente do molde após a cura, formando assim um processo de produção automatizado para produtos de pultrusão.
Os produtos fabricados pelo processo de pultrusão apresentam maior resistência à tração do que o aço comum. A camada rica em resina na superfície confere-lhes boa resistência à corrosão, tornando-os a melhor opção para substituir o aço em projetos com ambientes corrosivos. São amplamente utilizados em diversos setores, como transporte, elétrica, isolamento elétrico, indústria química, mineração, naval, construção naval, ambientes corrosivos e obras civis.
Processo de pultrusão
Existem muitas formas de processo de moldagem por pultrusão, e muitos métodos de classificação. Tais como intermitente e contínuo, vertical e horizontal, úmido e seco, tração por esteira e tração por grampo, cura no molde e cura do gel no molde e fora do molde. Os métodos de aquecimento incluem aquecimento elétrico, aquecimento por infravermelho, aquecimento por alta frequência, aquecimento por micro-ondas ou aquecimento combinado, etc.
O fluxo de processo típico da moldagem por pultrusão é:
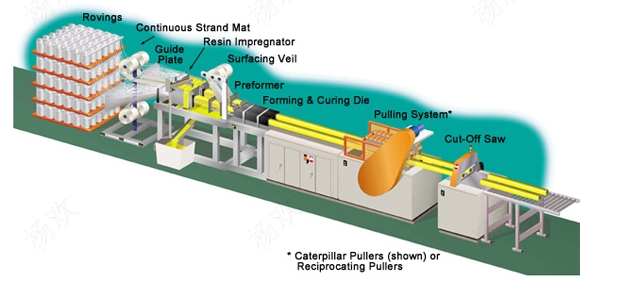
Disposição do Roving de Fibra de Vidro – Imersão – Pré-formação – Moldagem por Extrusão e Cura – Estiramento – Corte – Produtos
Composição do equipamento de moldagem por pultrusão
1. Sistema de transporte de material de reforço: como creel, dispositivo de espalhamento de feltro, orifício para fios, etc.
2. Impregnação com resina: A impregnação direta no tanque é o método mais comum. Durante todo o processo de impregnação, a disposição das fibras e mantas deve ser muito organizada.
3. Pré-formagem: Os materiais de reforço impregnados passam pelo dispositivo de pré-formagem e são cuidadosamente conduzidos de forma contínua para garantir seu posicionamento relativo, aproximando-se gradualmente da forma final do produto e extrudando o excesso de resina antes de entrar no molde. Formação e cura.
4. Molde: O molde é projetado de acordo com as condições determinadas pelo sistema. Com base na curva exotérmica de cura da resina e no desempenho de fricção entre o material e o molde, este é dividido em três zonas de aquecimento distintas, cuja temperatura é determinada pelo desempenho do sistema de resina. O molde é a parte mais crítica do processo de pultrusão, e o comprimento de um molde típico varia de 0,6 a 1,2 m.
5. Dispositivo de tração: O próprio dispositivo de tração pode ser um trator tipo esteira ou dois dispositivos de fixação alternativos para garantir o movimento contínuo.
6. Dispositivo de corte: O perfil é cortado no comprimento necessário por uma serra de corte automática com movimento sincronizado.

A função da matriz de moldagem é realizar a compactação, a conformação e a cura da peça bruta. As dimensões da seção transversal do molde devem levar em consideração a contração da resina durante a moldagem. O comprimento do molde está relacionado à velocidade de cura, à temperatura do molde, às dimensões do produto, à velocidade de pultrusão, às propriedades dos materiais de reforço, etc., geralmente variando de 600 a 1200 mm. A superfície lisa da cavidade do molde deve ser alta para reduzir o atrito, prolongar a vida útil e facilitar a desmoldagem. O aquecimento elétrico é geralmente utilizado, e o aquecimento por micro-ondas é empregado para materiais compósitos de alto desempenho. Um dispositivo de resfriamento é necessário na entrada do molde para evitar a cura prematura da cola. O processo de imersão controla principalmente a densidade relativa (viscosidade) e o tempo de imersão da cola. Seus requisitos e fatores de influência são os mesmos que os do pré-impregnado.
O processo de moldagem por pultrusão controla principalmente a temperatura de moldagem, a distribuição de temperatura no molde e o tempo de passagem do material pelo molde (velocidade de pultrusão), sendo este o processo chave da moldagem por pultrusão. Durante o processo de pultrusão, uma série de mudanças físicas, químicas e físico-químicas complexas ocorrem quando o pré-impregnado passa pelo molde, as quais ainda não foram totalmente compreendidas. De modo geral, o molde pode ser dividido em três regiões de acordo com o estado do pré-impregnado ao passar por ele. O reforço se move através do molde a uma velocidade constante, enquanto a resina não. O comportamento da resina na entrada do molde é semelhante ao de um fluido newtoniano. A resistência viscosa entre a resina e a superfície da parede interna do molde diminui a velocidade de avanço da resina, que gradualmente retorna a um nível equivalente ao da fibra à medida que a distância da superfície interna do molde aumenta.

Durante o processo de avanço do pré-impregnado, a resina sofre uma reação de reticulação quando aquecida. A viscosidade diminui, a resistência viscosa aumenta e o material começa a gelificar, entrando na zona de gelificação. Gradualmente, endurece, encolhe e se separa do molde. A resina avança uniformemente na mesma velocidade que as fibras. A cura continua sob calor na zona de cura, garantindo que o grau de cura especificado seja atingido no momento da remoção do molde. A temperatura de cura geralmente é superior ao pico exotérmico da cola, e a temperatura, o tempo de gelificação e a velocidade de extração devem ser ajustados. A temperatura na zona de pré-aquecimento deve ser mais baixa, e a distribuição de temperatura deve ser controlada para que o pico exotérmico da cura ocorra no centro do molde, e o ponto de desprendimento também deve ser controlado no centro do molde. A diferença de temperatura entre as três seções deve ser controlada entre 20 e 30 °C, e o gradiente de temperatura não deve ser muito grande. O efeito das reações exotérmicas de cura também deve ser considerado. Normalmente, são utilizados três pares de sistemas de aquecimento para controlar a temperatura das três áreas, respectivamente.
A tração é fundamental para garantir a liberação suave do produto. A magnitude da força de tração depende da tensão de cisalhamento na interface entre o produto e o molde. A tensão de cisalhamento diminui com o aumento da velocidade de tração, e três picos aparecem na entrada, no meio e na saída do molde. O primeiro pico é produzido pelo arrasto viscoso da resina nesses pontos. Sua magnitude depende da natureza do fluido viscoso da resina, da temperatura na entrada e do teor de carga. No molde, a viscosidade da resina diminui com o aumento da temperatura, e a tensão de cisalhamento diminui. À medida que a reação de cura progride, a viscosidade e a tensão de cisalhamento aumentam. O segundo pico corresponde ao ponto de desengate e diminui substancialmente com o aumento da velocidade de tração. O terceiro pico ocorre na saída, causado pelo atrito entre o produto e a parede interna do molde após a solidificação, e seu valor é relativamente pequeno. A tração é importante no controle do processo. Para que a superfície do produto fique lisa, é necessário que a tensão de cisalhamento (o segundo valor de pico) no ponto de desprendimento seja pequena, e que a peça se separe do molde o mais rápido possível. A variação da tração reflete o estado de reação do produto no molde e está relacionada ao teor de fibras, à forma e ao tamanho do produto, ao agente desmoldante, à temperatura, à velocidade de tração, etc.
TechnoFRPfornece máquinas de pultrusão de alta qualidade emoldes de pultrusãoSe precisar de alguma coisa, entre em contato conosco!
Data da publicação: 02/12/2022