



Онпроцесс пултрузииЭто метод непрерывного производства профилей из композитных материалов. Он заключается в пропитке нескрученных стекловолоконных ровингов и других непрерывных армирующих материалов, полиэфирных поверхностных матов и т. д., после чего материал непрерывно извлекается из формы после отверждения в ней, образуя таким образом автоматизированный производственный процесс для изделий, изготовленных методом пултрузии.
Изделия, изготовленные методом пултрузии, обладают более высокой прочностью на растяжение, чем обычная сталь. Обогащенный смолой слой на поверхности обеспечивает хорошую коррозионную стойкость, поэтому это лучший материал для замены стали в проектах с агрессивными средами. Он широко используется в транспорте, электротехнике, электротехнике, электроизоляции, химической промышленности, горнодобывающей промышленности, судостроении, судостроении, а также в различных областях, связанных с агрессивными средами и жизнедеятельностью, гражданском строительстве и т.д.
Процесс пултрузии
Существует множество форм процесса пултрузионного формования и множество методов классификации. К ним относятся прерывистый и непрерывный, вертикальный и горизонтальный, мокрый и сухой, гусеничный и зажимной тяговый метод, внутриформовое отверждение и внутриформовое гелевое отверждение вне формы. Методы нагрева включают электрический нагрев, инфракрасный нагрев, высокочастотный нагрев, микроволновый нагрев или комбинированный нагрев и т.д.
Типичный технологический процесс пултрузионного формования выглядит следующим образом:
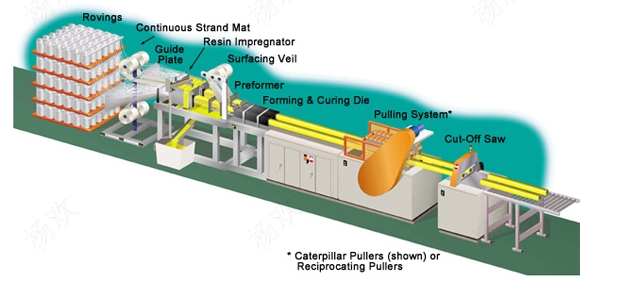
Производство стекловолоконного ровинга – погружение – предварительное формование – экструзионное формование и отверждение – вытягивание – резка – готовая продукция
Состав оборудования для пултрузионного формования
1. Система транспортировки армирующего материала: например, катушка, устройство для распределения войлока, отверстие для пряжи и т. д.
2. Пропитка смолой: Наиболее распространенным методом является пропитка в прямой ванне. В течение всего процесса пропитки расположение волокон и матов должно быть очень аккуратным.
3. Предварительное формование: Пропитанные армирующие материалы проходят через устройство предварительного формования и аккуратно подаются непрерывно, обеспечивая их относительное положение, постепенно приближаясь к окончательной форме изделия и выдавливая излишки смолы перед попаданием в форму. Формование и отверждение.
4. Форма: Форма проектируется в соответствии с условиями, определяемыми системой. В соответствии с экзотермической кривой отверждения смолы и характеристиками трения между материалом и формой, форма делится на три различные зоны нагрева, а температура определяется характеристиками смоляной системы. Форма является наиболее важной частью процесса пултрузии, и длина типичной формы составляет от 0,6 до 1,2 м.
5. Тяговое устройство: Само тяговое устройство может представлять собой гусеничный тяговый механизм или два возвратно-поступательных зажимных устройства для обеспечения непрерывного движения.
6. Режущее устройство: Профиль разрезается на необходимую длину с помощью автоматической синхронно перемещающейся режущей пилы.

Функция формовочной матрицы заключается в уплотнении, формовании и отверждении заготовки. Размер сечения матрицы должен учитывать усадку смолы при формовании. Длина матрицы зависит от скорости отверждения, температуры матрицы, размера изделия, скорости пултрузии, свойств армирующих материалов и т. д., обычно составляет 600-1200 мм. Гладкость полости матрицы должна быть высокой для снижения трения, продления срока службы и облегчения извлечения изделия из формы. Обычно используется электрический нагрев, а для высокоэффективных композитных материалов — микроволновый. Для предотвращения преждевременного отверждения клея необходимо установить охлаждающее устройство у горловины матрицы. Процесс погружения в основном контролирует относительную плотность (вязкость) и время погружения клея. Требования к нему и влияющие факторы аналогичны тем, которые применяются к препрегам.
Процесс формования с отверждением в основном определяется температурой формования, распределением температуры в форме и временем прохождения материала через форму (скоростью пултрузии), что является ключевым процессом формования методом пултрузии. В процессе пултрузии происходит ряд сложных физических, химических и физико-химических изменений, когда препрег проходит через форму, которые до сих пор недостаточно изучены. В общем, форму можно разделить на три области в зависимости от состояния препрега при его прохождении через нее. Армирующий материал движется через форму с постоянной скоростью, в то время как смола движется с постоянной скоростью. Поведение смолы на входе в форму аналогично поведению ньютоновской жидкости. Вязкое сопротивление между смолой и поверхностью внутренней стенки формы замедляет скорость продвижения смолы и постепенно возвращается к уровню, эквивалентному уровню волокна, по мере увеличения расстояния от внутренней поверхности формы.

В процессе продвижения препрега смола при нагревании подвергается реакции сшивания, вязкость уменьшается, вязкостное сопротивление увеличивается, начинается гелеобразование и происходит переход в гелеобразную зону. Постепенно смола затвердевает, сжимается и отделяется от формы. Смола равномерно продвигается вперед с той же скоростью, что и волокна. Продолжается отверждение под воздействием тепла в зоне отверждения, и необходимо обеспечить достижение заданной степени отверждения к моменту извлечения из формы. Температура отверждения обычно значительно выше пика экзотермической реакции клея, и температура, время гелеобразования и скорость вытягивания должны быть согласованы. Температура в зоне предварительного нагрева должна быть ниже, а распределение температуры должно контролироваться таким образом, чтобы пик экзотермической реакции отверждения появлялся в середине формы, а точка отрыва контролировалась в середине формы. Разница температур между тремя участками контролируется на уровне 20-30°C, а температурный градиент не должен быть слишком большим. Также следует учитывать влияние экзотермических реакций отверждения. Обычно для регулирования температуры в трех зонах используются три пары систем отопления.
Сила сцепления является ключевым фактором, обеспечивающим плавное извлечение изделия. Величина силы сцепления зависит от касательного напряжения на границе раздела между изделием и пресс-формой. Касательное напряжение уменьшается с увеличением скорости вытягивания, и на входе, в середине и на выходе из матрицы появляются три пика. Пик в этой области обусловлен вязкостным сопротивлением смолы. Его величина зависит от природы вязкости смолы, температуры на входе и содержания наполнителя. В пресс-форме вязкость смолы уменьшается с повышением температуры, и касательное напряжение также уменьшается. По мере протекания реакции отверждения вязкость и касательное напряжение увеличиваются. Второй пик соответствует точке отрыва и существенно уменьшается с увеличением скорости вытягивания. Третий пик находится на выходе и вызван трением между изделием и внутренней стенкой пресс-формы после затвердевания, и его значение относительно невелико. Сила сцепления важна для контроля процесса. Для получения гладкой поверхности изделия необходимо, чтобы касательное напряжение (второе пиковое значение) в точке отрыва было небольшим, и чтобы изделие как можно быстрее отделилось от формы. Изменение силы натяжения отражает состояние реакции изделия в форме и зависит от содержания волокон, формы и размера изделия, разделительного агента, температуры, скорости натяжения и т. д.
ТехноФРПпредоставляет высококачественные пултрузионные машины ипултрузионные формыЕсли у вас возникнут какие-либо вопросы, свяжитесь с нами!
Дата публикации: 02.12.2022