



DerPultrusionsverfahrenDas Pultrusionsverfahren ist ein Verfahren zur kontinuierlichen Herstellung von Profilen aus Verbundwerkstoffen. Dabei werden unverdrillte Glasfaserrovings und andere Endlosverstärkungsmaterialien, Polyester-Oberflächenmatten usw. imprägniert und nach dem Aushärten in der Form kontinuierlich entnommen. So entsteht ein automatisierter Produktionsprozess für Pultrusionsprodukte.
Produkte, die im Pultrusionsverfahren hergestellt werden, weisen eine höhere Zugfestigkeit als herkömmlicher Stahl auf. Die harzreiche Oberflächenschicht sorgt für eine gute Korrosionsbeständigkeit und macht sie somit zum idealen Ersatz für Stahl in Projekten mit korrosiven Umgebungen. Sie finden breite Anwendung in verschiedenen Bereichen wie Transportwesen, Elektrotechnik, Elektroisolierung, chemischer Industrie, Bergbau, Schifffahrt, Bootsbau sowie im Bauwesen und anderen Bereichen, die sich durch hohe Korrosionsbeständigkeit auszeichnen.
Pultrusionsverfahren
Es gibt zahlreiche Pultrusionsverfahren und viele Klassifizierungsmethoden. Dazu gehören unter anderem intermittierendes und kontinuierliches, vertikales und horizontales, nasses und trockenes Pultrusionsverfahren, Raupen- und Schließzugverfahren sowie In-Mold-Härtung und In-Mold-Gelhärtung außerhalb der Form. Zu den Heizmethoden zählen elektrische Heizung, Infrarotheizung, Hochfrequenzheizung, Mikrowellenheizung und kombinierte Heizung.
Der typische Prozessablauf beim Pultrusionsformen ist:
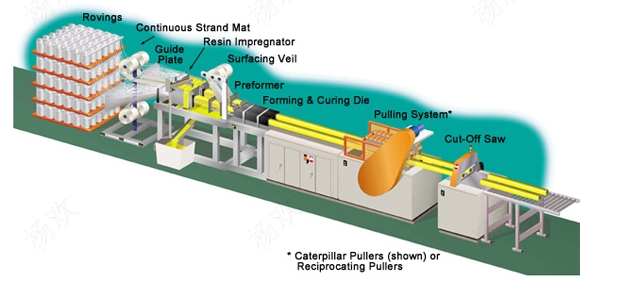
Anordnung der Glasfaserrovings – Tauchen – Vorformen – Extrusionsformen und Aushärten – Ziehen – Schneiden – Produkte
Zusammensetzung der Pultrusionsformanlage
1. Fördersystem für Verstärkungsmaterial: wie z. B. Spulengestell, Filzverteilungsvorrichtung, Garnloch usw.
2. Harzimprägnierung: Die gebräuchlichste Methode ist die direkte Tankimprägnierung. Während des gesamten Imprägnierungsprozesses muss die Anordnung der Fasern und Matten sehr ordentlich sein.
3. Vorformung: Die imprägnierten Verstärkungsmaterialien durchlaufen die Vorformvorrichtung und werden kontinuierlich und sorgfältig geführt, um ihre relative Position zu gewährleisten. Dabei nähern sie sich schrittweise der endgültigen Produktform an und überschüssiges Harz wird vor dem Eintritt in die Form entfernt. Formgebung und Aushärtung.
4. Form: Die Form wird unter den durch das System vorgegebenen Bedingungen konstruiert. Entsprechend der exothermen Aushärtungskurve des Harzes und der Reibungseigenschaften zwischen Material und Form wird die Form in drei verschiedene Heizzonen unterteilt. Die Temperatur wird durch die Eigenschaften des Harzsystems bestimmt. Die Form ist das kritischste Bauteil des Pultrusionsprozesses und hat typischerweise eine Länge von 0,6 bis 1,2 m.
5. Zugvorrichtung: Bei der Zugvorrichtung selbst kann es sich um einen Raupenzug oder um zwei hin- und hergehende Klemmvorrichtungen handeln, um eine kontinuierliche Bewegung zu gewährleisten.
6. Schneidevorrichtung: Das Profil wird mit einer automatischen, synchron laufenden Säge auf die gewünschte Länge zugeschnitten.

Die Form dient der Verdichtung, Formgebung und Aushärtung des Rohlings. Die Formquerschnittsgröße muss die Formschrumpfung des Harzes berücksichtigen. Die Formlänge hängt von der Aushärtungsgeschwindigkeit, der Formtemperatur, der Produktgröße, der Pultrusionsgeschwindigkeit, den Eigenschaften der Verstärkungsmaterialien usw. ab und beträgt üblicherweise 600–1200 mm. Die Formkavität sollte möglichst glatt sein, um Reibung zu minimieren, die Lebensdauer zu verlängern und das Entformen zu erleichtern. Üblicherweise wird elektrisch beheizt, für Hochleistungsverbundwerkstoffe kommt Mikrowellenheizung zum Einsatz. Am Formausgang ist eine Kühlvorrichtung erforderlich, um ein vorzeitiges Aushärten des Klebstoffs zu verhindern. Der Tauchprozess steuert hauptsächlich die relative Dichte (Viskosität) und die Tauchzeit des Klebstoffs. Die Anforderungen und Einflussfaktoren entsprechen denen von Prepregs.
Der Aushärtungsprozess beim Pultrusionsformen hängt maßgeblich von der Formtemperatur, der Temperaturverteilung in der Form und der Durchlaufzeit des Materials (Pultrusionsgeschwindigkeit) ab und ist somit der Schlüsselprozess des Pultrusionsformverfahrens. Während des Pultrusionsprozesses finden beim Durchtritt des Prepregs durch die Form eine Reihe komplexer physikalischer, chemischer und physikochemischer Veränderungen statt, die bisher noch nicht vollständig verstanden sind. Grundsätzlich lässt sich die Form anhand des Zustands des Prepregs beim Durchtritt in drei Bereiche unterteilen. Die Verstärkungsfasern bewegen sich mit konstanter Geschwindigkeit durch die Form, das Harz hingegen nicht. Das Verhalten des Harzes am Formeingang ähnelt dem einer Newtonschen Flüssigkeit. Der viskose Widerstand zwischen dem Harz und der Innenwand der Form verringert die Vorschubgeschwindigkeit des Harzes, die sich mit zunehmendem Abstand von der Forminnenwand allmählich wieder dem Niveau der Faser annähert.

Während des Vorschubprozesses des Prepregs durchläuft das Harz beim Erhitzen eine Vernetzungsreaktion. Dabei sinkt die Viskosität, der viskose Widerstand steigt, und das Harz beginnt zu gelieren und tritt in die Gelzone ein. Es härtet allmählich aus, schrumpft und löst sich von der Form. Das Harz bewegt sich gleichmäßig mit der gleichen Geschwindigkeit wie die Fasern vorwärts. In der Aushärtungszone härtet es unter Wärme weiter aus, um sicherzustellen, dass beim Entformen der gewünschte Aushärtungsgrad erreicht ist. Die Aushärtungstemperatur ist in der Regel höher als der exotherme Peak des Klebstoffs. Temperatur, Gelierzeit und Abzugsgeschwindigkeit sind aufeinander abgestimmt. Die Temperatur in der Vorwärmzone sollte niedriger sein, und die Temperaturverteilung muss so gesteuert werden, dass der exotherme Aushärtungspeak in der Mitte der Form auftritt und der Ablösepunkt ebenfalls in der Mitte liegt. Die Temperaturdifferenz zwischen den drei Abschnitten sollte 20–30 °C betragen, und der Temperaturgradient sollte nicht zu groß sein. Der Einfluss exothermer Aushärtungsreaktionen ist zu berücksichtigen. Üblicherweise werden drei Paare von Heizsystemen verwendet, um die Temperatur der drei Bereiche jeweils zu regeln.
Die Zugkraft ist entscheidend für die reibungslose Entformung. Ihre Stärke hängt von der Scherspannung an der Grenzfläche zwischen Produkt und Form ab. Mit steigender Ziehgeschwindigkeit nimmt die Scherspannung ab, und es treten drei Spitzenwerte am Ein-, Mittel- und Austritt der Form auf. Der höchste dieser Spitzenwerte entsteht durch die viskose Reibung des Harzes. Seine Größe hängt von der Viskosität des Harzes, der Einlasstemperatur und dem Füllstoffgehalt ab. In der Form sinkt die Viskosität des Harzes mit steigender Temperatur, wodurch auch die Scherspannung abnimmt. Mit fortschreitender Aushärtungsreaktion steigen Viskosität und Scherspannung wieder an. Der zweite Spitzenwert markiert den Ablösepunkt und nimmt mit steigender Ziehgeschwindigkeit deutlich ab. Der dritte Spitzenwert am Austritt entsteht durch die Reibung zwischen Produkt und Forminnenwand nach der Erstarrung und ist relativ gering. Die Zugkraft spielt eine wichtige Rolle bei der Prozesssteuerung. Um eine glatte Produktoberfläche zu erzielen, ist es erforderlich, dass die Scherspannung (der zweite Spitzenwert) am Ablösepunkt gering ist und das Produkt möglichst schnell aus der Form gelöst wird. Die Änderung der Zugkraft spiegelt den Reaktionszustand des Produkts in der Form wider und hängt vom Fasergehalt, der Produktform und -größe, dem Trennmittel, der Temperatur, der Abzugsgeschwindigkeit usw. ab.
TechnoFRPbietet hochwertige Pultrusionsmaschinen an undPultrusionsformenWenn Sie etwas benötigen, kontaktieren Sie uns!
Veröffentlichungsdatum: 02.12.2022