



のプルトルージョンプロセスこれは、複合材料プロファイルの連続生産方法です。撚りのないガラス繊維ロービングやその他の連続強化材、ポリエステル表面マットなどを含浸させ、金型内で硬化させた後、金型から連続的に取り出すことで、引抜成形製品の自動生産プロセスを構築します。
引抜成形法で製造された製品は、通常の鋼材よりも高い引張強度を有しています。表面の樹脂層が優れた耐食性をもたらすため、腐食環境下でのプロジェクトにおいて鋼材の代替品として最適であり、輸送、電気工事、電気設備、電気絶縁、化学工業、鉱業、海洋、船舶、腐食環境下の生活、土木など、幅広い分野で活用されています。
プルトルージョンプロセス
引抜成形プロセスには多くの形態があり、分類方法も多岐にわたります。例えば、断続式と連続式、垂直式と水平式、湿式と乾式、クローラー牽引式とクランプ牽引式、金型内硬化と金型外ゲル硬化式などがあります。加熱方法としては、電気加熱、赤外線加熱、高周波加熱、マイクロ波加熱、複合加熱などがあります。
引抜成形における一般的なプロセスフローは以下のとおりです。
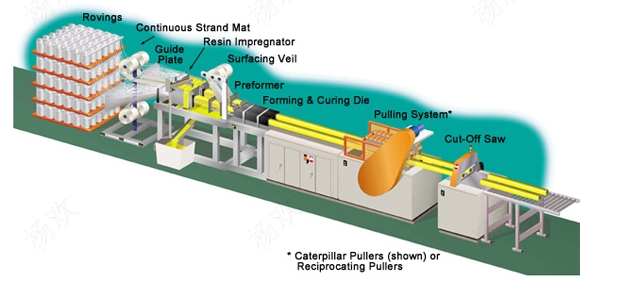
ガラス繊維ロービングの配置 – 浸漬 – 成形前処理 – 押出成形および硬化 – 引抜き – 切断 – 製品
引抜成形装置の構成
1. 補強材搬送システム:クリール、フェルト展開装置、糸穴など。
2. 樹脂含浸:ストレートタンク含浸が最も一般的に用いられる方法です。含浸工程全体を通して、繊維とマットの配置は非常に整然としていなければなりません。
3. プリフォーミング:含浸された強化材はプリフォーミング装置を通過し、相対位置を確保するために連続的に慎重に通過し、徐々に製品の最終形状に近づき、金型に入る前に余分な樹脂を押し出します。成形および硬化。
4. 金型:金型は、システムによって定められた条件に基づいて設計されます。樹脂の硬化時の発熱曲線と材料と金型間の摩擦特性に基づいて、金型は3つの異なる加熱ゾーンに分割され、温度は樹脂システムの性能によって決定されます。金型は引抜成形プロセスにおいて最も重要な部分であり、一般的な金型の長さは0.6~1.2mです。
5. 牽引装置:牽引装置自体は、クローラー式の牽引装置、または連続的な動きを確保するための2つの往復運動するクランプ装置であってもよい。
6. 切断装置:プロファイルは、自動同期移動切断鋸によって必要な長さに切断されます。

成形ダイの機能は、ブランクの圧縮、成形、硬化を実現することです。金型の断面サイズは、樹脂の成形収縮を考慮する必要があります。金型の長さは、硬化速度、金型温度、製品サイズ、引抜速度、強化材の特性などに関係し、一般的に600~1200mmです。金型キャビティの滑らかさは、摩擦を減らし、耐用年数を延ばし、離型しやすくするために高くする必要があります。通常は電気加熱が使用されますが、高性能複合材料にはマイクロ波加熱が使用されます。接着剤が早期に硬化するのを防ぐために、金型の開口部に冷却装置が必要です。浸漬プロセスは、主に接着剤の相対密度(粘度)と浸漬時間を制御します。その要件と影響要因は、プリプレグの場合と同じです。
硬化成形プロセスは、主に成形温度、金型の温度分布、および材料が金型を通過する時間(引抜速度)を制御するものであり、引抜成形プロセスの重要なプロセスです。引抜成形プロセス中、プリプレグが金型を通過する際に一連の複雑な物理的、化学的、および物理化学的変化が発生しますが、これはこれまで十分に理解されていませんでした。一般的に、金型は、プリプレグが金型を通過するときの状態に応じて3つの領域に分けられます。強化材は一定速度で金型内を移動しますが、樹脂は移動しません。金型入口での樹脂の挙動は、ニュートン流体の挙動に似ています。樹脂と金型内壁表面との間の粘性抵抗により、樹脂の進行速度が遅くなり、金型内面からの距離が増加するにつれて、徐々に繊維と同等のレベルに戻ります。

プリプレグの延伸工程中、樹脂は加熱されると架橋反応を起こし、粘度が低下し、粘性抵抗が増加してゲル化し、ゲルゾーンに入ります。徐々に硬化し、収縮して金型から分離します。樹脂は繊維と同じ速度で均一に前進します。硬化ゾーンで加熱しながら硬化を続け、金型を離す際に所定の硬化度が得られるようにします。硬化温度は通常、接着剤の発熱ピークよりも重要であり、温度、ゲル化時間、および引抜き速度が一致します。予熱ゾーンの温度は低く設定し、温度分布を制御して、硬化発熱ピークが金型の中央に現れ、剥離点が金型の中央に制御されるようにします。3つのセクション間の温度差は20~30℃に制御し、温度勾配が大きすぎないようにします。発熱硬化反応の影響も考慮する必要があります。通常、3つのエリアの温度をそれぞれ制御するために、3組の暖房システムが使用されます。
牽引力は、製品のスムーズな排出を確実にするための鍵となります。牽引力の大きさは、製品と金型間の界面せん断応力に依存します。せん断応力は、引抜き速度の増加とともに減少し、金型の入口、中間、出口に 3 つのピークが現れます。ピークは、樹脂の粘性抵抗によって生じます。その大きさは、樹脂粘性流体の性質、入口の温度、および充填剤含有量に依存します。金型内では、樹脂の粘度は温度の上昇とともに低下し、せん断応力も低下します。硬化反応が進むにつれて、粘度とせん断応力は増加します。2 番目のピークは剥離点に対応し、牽引速度の増加とともに大幅に減少します。3 番目のピークは出口にあり、これは固化後の製品と金型の内壁との間の摩擦によって生じ、その値は比較的小さいです。牽引力は、プロセス制御において重要です。製品表面を滑らかにするためには、離型点におけるせん断応力(第2ピーク値)を小さくし、金型からできるだけ早く離型する必要があります。牽引力の変化は、金型内での製品の反応状態を反映しており、繊維含有量、製品の形状とサイズ、離型剤、温度、牽引速度などに関連しています。
テクノFRP高品質の引抜成形機を提供し、引抜成形金型ご要望がございましたら、お気軽にお問い合わせください!
投稿日時:2022年12月2日