



Opultrüzyon işlemiKompozit malzeme profillerinin sürekli üretim yöntemidir. Bükülmemiş cam elyaf fitilleri ve diğer sürekli takviye malzemeleri, polyester yüzey matları vb. malzemeler emdirilir ve kalıpta kürlendikten sonra sürekli olarak kalıptan çıkarılır, böylece pultrüzyon ürünleri için otomatik bir üretim süreci oluşturulur.
Pultrüzyon işlemiyle üretilen ürünler, sıradan çeliğe göre daha yüksek çekme dayanımına sahiptir. Yüzeyindeki reçine bakımından zengin tabaka, iyi korozyon direnci sağlar; bu nedenle aşındırıcı ortamlardaki projelerde çeliğin yerine kullanılabilecek en iyi üründür ve ulaşım, elektrikçilik, elektrik, elektrik yalıtımı, kimya endüstrisi, madencilik, denizcilik, tekneler, aşındırıcı ortam ve yaşam, inşaat gibi çeşitli alanlarda yaygın olarak kullanılmaktadır.
Pultrüzyon Prosesi
Pultrüzyon kalıplama işleminin birçok şekli ve sınıflandırma yöntemi vardır. Bunlar arasında aralıklı ve sürekli, dikey ve yatay, ıslak ve kuru, paletli çekiş ve sıkıştırma çekişi, kalıp içi kürleme ve kalıp dışı jel kürleme gibi yöntemler bulunur. Isıtma yöntemleri arasında elektrikli ısıtma, kızılötesi ısıtma, yüksek frekanslı ısıtma, mikrodalga ısıtma veya kombine ısıtma vb. yer alır.
Pultrüzyon kalıplama işleminin tipik akış şeması şöyledir:
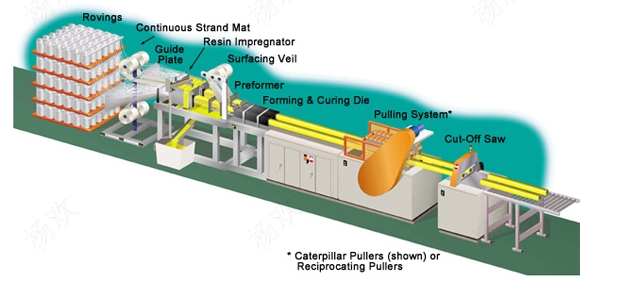
Fiberglas Fitil Düzenlemesi – Daldırma – Ön Şekillendirme – Ekstrüzyon Kalıplama ve Kürleme – Çekme – Kesme – Ürünler
Pultrüzyon kalıplama ekipmanının bileşimi
1. Takviye malzemesi taşıma sistemi: örneğin, iplik makarası, keçe yayma cihazı, iplik deliği vb.
2. Reçine emdirme: En yaygın kullanılan yöntem düz tank emdirme yöntemidir. Tüm emdirme işlemi boyunca liflerin ve matların dizilimi çok düzgün olmalıdır.
3. Ön şekillendirme: Emprenye edilmiş takviye malzemeleri ön şekillendirme cihazından geçirilir ve göreceli konumlarının sağlanması için dikkatlice ve sürekli bir şekilde ilerletilir, kademeli olarak ürünün nihai şekline yaklaşır ve kalıba girmeden önce fazla reçine dışarı atılır. Şekillendirme ve kürleme.
4. Kalıp: Kalıp, sistem tarafından belirlenen koşullar altında tasarlanır. Reçine kürleme ekzotermik eğrisine ve malzeme ile kalıp arasındaki sürtünme performansına göre, kalıp üç farklı ısıtma bölgesine ayrılır ve sıcaklık, reçine sisteminin performansına göre belirlenir. Kalıp, pultrüzyon işleminin en kritik parçasıdır ve tipik bir kalıbın uzunluğu 0,6 ila 1,2 metre arasında değişir.
5. Çekme tertibatı: Çekme tertibatı, sürekli hareketi sağlamak için paletli bir çekici veya iki adet karşılıklı hareket eden sıkıştırma tertibatı olabilir.
6. Kesme cihazı: Profil, otomatik olarak senkronize hareket eden bir kesme testeresi ile istenen uzunluğa göre kesilir.

Kalıplama kalıbının işlevi, ham maddenin sıkıştırılması, şekillendirilmesi ve kürlenmesini sağlamaktır. Kalıp kesit boyutu, reçinenin kalıplama büzülmesini dikkate almalıdır. Kalıp uzunluğu, kürleme hızı, kalıp sıcaklığı, ürün boyutu, pultrüzyon hızı, takviye malzemelerinin özellikleri vb. ile ilişkilidir ve genellikle 600-1200 mm'dir. Kalıp boşluğunun pürüzsüzlüğü, sürtünmeyi azaltmak, kullanım ömrünü uzatmak ve kalıptan kolayca çıkarılabilmesini sağlamak için yüksek olmalıdır. Genellikle elektrikli ısıtma kullanılır ve yüksek performanslı kompozit malzemeler için mikrodalga ısıtma kullanılır. Yapıştırıcının erken kürlenmesini önlemek için kalıp ağzında bir soğutma cihazı gereklidir. Daldırma işlemi esas olarak yapıştırıcının bağıl yoğunluğunu (viskozitesini) ve daldırma süresini kontrol eder. Gereksinimleri ve etkileyen faktörler, prepreg ile aynıdır.
Kürleme kalıplama işlemi, esas olarak kalıplama sıcaklığını, kalıbın sıcaklık dağılımını ve malzemenin kalıptan geçme süresini (pultrüzyon hızı) kontrol etmeyi içerir; bu da pultrüzyon kalıplama işleminin anahtar sürecidir. Pultrüzyon işlemi sırasında, prepreg kalıptan geçerken bir dizi karmaşık fiziksel, kimyasal ve fiziko-kimyasal değişim meydana gelir ve bu değişimler bugüne kadar tam olarak anlaşılamamıştır. Genel olarak, kalıp, prepregin kalıptan geçerkenki durumuna göre üç bölgeye ayrılabilir. Takviye malzemesi kalıptan sabit bir hızla geçerken, reçine aynı hızda hareket etmez. Reçinenin kalıp girişindeki davranışı, Newton tipi bir sıvının davranışına benzer. Reçine ile kalıbın iç duvarının yüzeyi arasındaki viskoz direnç, reçinenin ilerleme hızını yavaşlatır ve kalıbın iç yüzeyinden uzaklaştıkça kademeli olarak lifin hızına eşdeğer bir seviyeye geri döner.

Prepreg'in ilerleme sürecinde, reçine ısıtıldığında çapraz bağlanma reaksiyonuna girer, viskozitesi azalır, viskoz direnci artar ve jelleşmeye başlayarak jel bölgesine girer. Yavaş yavaş sertleşir, büzülür ve kalıptan ayrılır. Reçine, liflerle aynı hızda eşit olarak ilerler. Kürleme bölgesinde ısı altında kürlenmeye devam edilir ve kalıptan çıkarıldığında belirtilen kürleme derecesine ulaşılması sağlanır. Kürleme sıcaklığı genellikle yapıştırıcının ekzotermik tepe noktasından daha yüksektir ve sıcaklık, jel süresi ve çekme hızı eşleştirilir. Ön ısıtma bölgesindeki sıcaklık daha düşük olmalı ve sıcaklık dağılımı, kürleme ekzotermik tepe noktasının kalıbın ortasında görünmesi ve ayrılma noktasının kalıbın ortasında kontrol edilmesi için kontrol edilmelidir. Üç bölüm arasındaki sıcaklık farkı 20-30°C arasında kontrol edilir ve sıcaklık gradyanı çok büyük olmamalıdır. Ekzotermik kürleme reaksiyonlarının etkisi de dikkate alınmalıdır. Genellikle, üç bölgenin sıcaklığını ayrı ayrı kontrol etmek için üç çift ısıtma sistemi kullanılır.
Ürünün sorunsuz bir şekilde kalıptan çıkarılmasının anahtarı çekme kuvvetidir. Çekme kuvvetinin büyüklüğü, ürün ile kalıp arasındaki arayüzey kayma gerilimine bağlıdır. Kayma gerilimi, çekme hızının artmasıyla azalır ve kalıbın girişinde, ortasında ve çıkışında üç tepe noktası oluşur. İlk tepe noktası, reçinenin viskoz sürtünmesinden kaynaklanır. Büyüklüğü, reçinenin viskoz akışkanının doğasına, giriş sıcaklığına ve dolgu içeriğine bağlıdır. Kalıpta, reçinenin viskozitesi sıcaklığın artmasıyla azalır ve kayma gerilimi de azalır. Kürleme reaksiyonu ilerledikçe, viskozite ve kayma gerilimi artar. İkinci tepe noktası, ayrılma noktasına karşılık gelir ve çekme hızının artmasıyla önemli ölçüde azalır. Üçüncü tepe noktası, katılaşmadan sonra ürün ile kalıbın iç duvarı arasındaki sürtünmeden kaynaklanan çıkışta bulunur ve değeri nispeten küçüktür. Çekme kuvveti, proses kontrolünde önemlidir. Ürünün yüzeyinin pürüzsüz olması için, ayrılma noktasındaki kayma geriliminin (ikinci tepe değeri) düşük olması ve kalıptan mümkün olan en kısa sürede ayrılması gerekmektedir. Çekme kuvvetindeki değişim, ürünün kalıptaki reaksiyon durumunu yansıtır ve lif içeriği, ürün şekli ve boyutu, ayırıcı madde, sıcaklık, çekme hızı vb. ile ilişkilidir.
TechnoFRPyüksek kaliteli pultrüzyon makineleri sunmaktadır vepultrüzyon kalıplarıHerhangi bir ihtiyacınız olursa, bizimle iletişime geçin!
Yayın tarihi: 02-12-2022