



ILprocesso di pultrusioneSi tratta di un metodo di produzione continua di profili in materiale composito. Impregna filamenti di fibra di vetro non ritorti e altri materiali di rinforzo continui, tappeti di superficie in poliestere, ecc., e li estrae dallo stampo in modo continuo dopo la polimerizzazione all'interno dello stampo, formando così un processo di produzione automatizzato per prodotti pultrusi.
I prodotti ottenuti tramite il processo di pultrusione presentano una resistenza alla trazione superiore rispetto all'acciaio comune. Lo strato superficiale ricco di resina conferisce loro un'ottima resistenza alla corrosione, rendendoli il prodotto ideale per sostituire l'acciaio in progetti con ambienti corrosivi. Trovano ampio impiego nei settori dei trasporti, dell'impiantistica elettrica, dell'isolamento elettrico, dell'industria chimica, mineraria, navale, delle imbarcazioni e in vari ambiti quali ambienti corrosivi e ingegneria civile.
Processo di pultrusione
Esistono numerose forme di processo di stampaggio per pultrusione e diverse metodologie di classificazione. Ad esempio, intermittente e continuo, verticale e orizzontale, a umido e a secco, con trazione a cingoli e con trazione a morsetto, polimerizzazione nello stampo e polimerizzazione del gel nello stampo all'esterno dello stampo. I metodi di riscaldamento includono riscaldamento elettrico, riscaldamento a infrarossi, riscaldamento ad alta frequenza, riscaldamento a microonde o riscaldamento combinato, ecc.
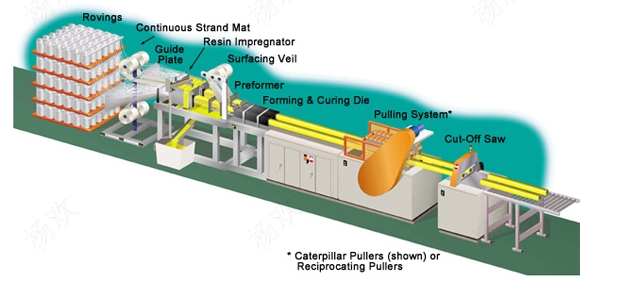
Il flusso di processo tipico dello stampaggio per pultrusione è il seguente:
Disposizione delle roving in fibra di vetro – Immersione – Preformatura – Stampaggio per estrusione e polimerizzazione – Tiratura – Taglio – Prodotti
Composizione delle attrezzature per lo stampaggio a pultrusione
1. Sistema di trasporto del materiale di rinforzo: ad esempio, culla, dispositivo di stesura del feltro, foro per il filo, ecc.
2. Impregnazione con resina: l'impregnazione in vasca diretta è il metodo più comunemente utilizzato. Durante l'intero processo di impregnazione, la disposizione delle fibre e dei tappeti deve essere molto ordinata.
3. Preformatura: I materiali di rinforzo impregnati passano attraverso il dispositivo di preformatura e vengono fatti passare con cura in modo continuo per garantire il loro posizionamento relativo, avvicinandosi gradualmente alla forma finale del prodotto ed estrudendo la resina in eccesso prima di entrare nello stampo. Formatura e polimerizzazione.
4. Stampo: Lo stampo è progettato in base alle condizioni determinate dal sistema. In base alla curva esotermica di polimerizzazione della resina e alle prestazioni di attrito tra il materiale e lo stampo, quest'ultimo viene suddiviso in tre diverse zone di riscaldamento, la cui temperatura è determinata dalle prestazioni del sistema di resina. Lo stampo è la parte più critica del processo di pultrusione e la lunghezza di uno stampo tipico varia da 0,6 a 1,2 m.
5. Dispositivo di trazione: Il dispositivo di trazione stesso può essere un trattore cingolato o due dispositivi di serraggio alternativi per garantire un movimento continuo.
6. Dispositivo di taglio: Il profilo viene tagliato secondo la lunghezza richiesta da una sega di taglio automatica a movimento sincrono.

La funzione dello stampo di formatura è quella di realizzare la compattazione, la formatura e la polimerizzazione del preformato. Le dimensioni della sezione dello stampo devono tenere conto del ritiro di stampaggio della resina. La lunghezza dello stampo è correlata alla velocità di polimerizzazione, alla temperatura dello stampo, alle dimensioni del prodotto, alla velocità di pultrusione, alle proprietà dei materiali di rinforzo, ecc., generalmente 600-1200 mm. La superficie liscia della cavità dello stampo deve essere elevata per ridurre l'attrito, prolungare la durata e facilitare l'estrazione dallo stampo. Di solito si utilizza il riscaldamento elettrico, mentre per i materiali compositi ad alte prestazioni si utilizza il riscaldamento a microonde. È necessario un dispositivo di raffreddamento all'imboccatura dello stampo per evitare che la colla polimerizzi prematuramente. Il processo di immersione controlla principalmente la densità relativa (viscosità) e il tempo di immersione della colla. I suoi requisiti e i fattori che lo influenzano sono gli stessi di quelli dei preimpregnati.
Il processo di stampaggio a pultrusione si basa principalmente sulla gestione della temperatura di stampaggio, della distribuzione termica all'interno dello stampo e del tempo di passaggio del materiale attraverso lo stampo (velocità di pultrusione), che rappresenta il processo chiave. Durante il processo di pultrusione, si verificano una serie di complesse trasformazioni fisiche, chimiche e fisico-chimiche quando il preimpregnato attraversa lo stampo, trasformazioni che finora non sono state del tutto comprese. In generale, lo stampo può essere suddiviso in tre regioni in base allo stato del preimpregnato al momento del suo passaggio. Il rinforzo si muove attraverso lo stampo a velocità costante, mentre la resina no. Il comportamento della resina all'ingresso dello stampo è simile a quello di un fluido newtoniano. La resistenza viscosa tra la resina e la superficie della parete interna dello stampo rallenta la velocità di avanzamento della resina, che gradualmente ritorna a un livello equivalente a quello delle fibre man mano che aumenta la distanza dalla superficie interna dello stampo.

Durante il processo di avanzamento del preimpregnato, la resina subisce una reazione di reticolazione quando riscaldata, la viscosità diminuisce, la resistenza viscosa aumenta e inizia a gelificare ed entrare nella zona di gelificazione. Gradualmente si indurisce, si ritira e si separa dallo stampo. La resina avanza uniformemente alla stessa velocità delle fibre. Continua a polimerizzare a caldo nella zona di polimerizzazione, assicurandosi che venga raggiunto il grado di polimerizzazione specificato prima del rilascio dallo stampo. La temperatura di polimerizzazione è solitamente più significativa del picco esotermico della colla, e temperatura, tempo di gelificazione e velocità di estrazione vengono abbinati. La temperatura nella zona di preriscaldamento dovrebbe essere più bassa e la distribuzione della temperatura dovrebbe essere controllata in modo che il picco esotermico di polimerizzazione appaia al centro dello stampo e il punto di distacco sia controllato al centro dello stampo. La differenza di temperatura tra le tre sezioni è controllata a 20-30 °C e il gradiente di temperatura non dovrebbe essere troppo elevato. Occorre anche considerare l'effetto delle reazioni di polimerizzazione esotermiche. Solitamente, si utilizzano tre coppie di sistemi di riscaldamento per controllare la temperatura delle tre aree.
La trazione è fondamentale per garantire un rilascio fluido del prodotto. L'entità della forza di trazione dipende dallo sforzo di taglio all'interfaccia tra il prodotto e lo stampo. Lo sforzo di taglio diminuisce con l'aumento della velocità di trazione e compaiono tre picchi all'ingresso, al centro e all'uscita dello stampo. Il picco nella distribuzione è prodotto dall'attrito viscoso della resina in quella zona. La sua ampiezza dipende dalla natura del fluido viscoso della resina, dalla temperatura all'ingresso e dal contenuto di riempitivo. Nello stampo, la viscosità della resina diminuisce con l'aumento della temperatura e lo sforzo di taglio diminuisce. Man mano che la reazione di polimerizzazione procede, la viscosità e lo sforzo di taglio aumentano. Il secondo picco corrisponde al punto di distacco e diminuisce sostanzialmente con l'aumento della velocità di traino. Il terzo picco si trova all'uscita, è causato dall'attrito tra il prodotto e la parete interna dello stampo dopo la solidificazione e il suo valore è relativamente piccolo. La trazione è importante nel controllo del processo. Per rendere liscia la superficie del prodotto, è necessario che la sollecitazione di taglio (il secondo valore di picco) nel punto di distacco sia bassa e che il prodotto si separi dallo stampo il più rapidamente possibile. La variazione della trazione riflette lo stato di reazione del prodotto nello stampo ed è correlata al contenuto di fibre, alla forma e alle dimensioni del prodotto, all'agente distaccante, alla temperatura, alla velocità di trazione, ecc.
TechnoFRPfornisce macchine per pultrusione di alta qualità estampi per pultrusioneSe avete qualsiasi necessità, contattateci!
Data di pubblicazione: 2 dicembre 2022