



Leprocédé de pultrusionIl s'agit d'une méthode de production en continu de profilés en matériaux composites. Elle consiste à imprégner des mèches de fibres de verre non torsadées et d'autres matériaux de renforcement continus, des nattes de surface en polyester, etc., puis à les extraire du moule en continu après polymérisation dans celui-ci, formant ainsi un processus de production automatisé pour les produits de pultrusion.
Les produits issus du procédé de pultrusion présentent une résistance à la traction supérieure à celle de l'acier ordinaire. La couche superficielle riche en résine leur confère une excellente résistance à la corrosion, ce qui en fait le matériau idéal pour remplacer l'acier dans les projets en environnements corrosifs. Ils sont largement utilisés dans les transports, l'électricité, l'isolation électrique, l'industrie chimique, les mines, le secteur maritime, la construction navale, les environnements corrosifs et le génie civil.
Procédé de pultrusion
Il existe de nombreuses variantes du procédé de moulage par pultrusion, classées selon différents modes : intermittent ou continu, vertical ou horizontal, à sec ou humide, par traction sur chenilles ou par serrage, avec polymérisation en moule ou par gel hors moule. Les méthodes de chauffage comprennent le chauffage électrique, infrarouge, haute fréquence, micro-ondes ou combiné.
Le processus typique de moulage par pultrusion est le suivant :
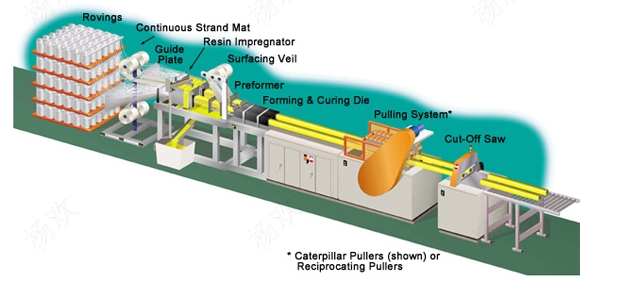
Agencement des mèches de fibre de verre – Trempage – Préformage – Moulage par extrusion et polymérisation – Tirage – Découpe – Produits
Composition de l'équipement de moulage par pultrusion
1. Système de convoyage du matériau de renforcement : par exemple, cantre, dispositif d'étalement du feutre, trou de fil, etc.
2. Imprégnation à la résine : L’imprégnation directe en cuve est la méthode la plus courante. Durant tout le processus d’imprégnation, la disposition des fibres et des nattes doit être très régulière.
3. Préformage : Les matériaux de renforcement imprégnés passent dans le dispositif de préformage et sont acheminés avec soin et en continu afin d’assurer leur positionnement relatif, se rapprochant progressivement de la forme finale du produit et extrudant l’excédent de résine avant d’entrer dans le moule. Formage et durcissement.
4. Moule : Le moule est conçu en fonction des conditions définies par le système. D’après la courbe exothermique de polymérisation de la résine et les propriétés de frottement entre le matériau et le moule, ce dernier est divisé en trois zones de chauffage distinctes, dont la température est déterminée par les caractéristiques du système de résine. Le moule est l’élément le plus critique du procédé de pultrusion ; sa longueur standard varie de 0,6 à 1,2 m.
5. Dispositif de traction : Le dispositif de traction lui-même peut être un tracteur à chenilles ou deux dispositifs de serrage alternatifs pour assurer un mouvement continu.
6. Dispositif de coupe : Le profilé est coupé à la longueur requise par une scie de coupe automatique à mouvement synchrone.

La fonction du moule est de réaliser le compactage, la mise en forme et le durcissement de l'ébauche. Les dimensions de la section du moule doivent tenir compte du retrait de moulage de la résine. La longueur du moule dépend de la vitesse de durcissement, de la température du moule, des dimensions du produit, de la vitesse de pultrusion, des propriétés des matériaux de renforcement, etc. Elle est généralement comprise entre 600 et 1200 mm. La surface de la cavité du moule doit être très lisse afin de réduire le frottement, prolonger sa durée de vie et faciliter le démoulage. Le chauffage électrique est généralement utilisé, et le chauffage par micro-ondes est employé pour les matériaux composites haute performance. Un dispositif de refroidissement est nécessaire à l'ouverture du moule pour éviter un durcissement prématuré de la colle. Le processus d'imprégnation contrôle principalement la densité relative (viscosité) et la durée d'imprégnation de la colle. Ses exigences et les facteurs qui l'influencent sont les mêmes que ceux du préimprégné.
Le processus de moulage par polymérisation repose principalement sur la maîtrise de la température de moulage, de la distribution de température dans le moule et du temps de passage du matériau (vitesse de pultrusion), étape clé du procédé de moulage par pultrusion. Lors de ce processus, une série de transformations physiques, chimiques et physico-chimiques complexes se produisent lorsque le préimprégné traverse le moule, transformations qui restent encore mal comprises. De manière générale, le moule peut être divisé en trois zones selon l'état du préimprégné lors de son passage. Le renfort progresse à vitesse constante, contrairement à la résine. À l'entrée du moule, le comportement de la résine est similaire à celui d'un fluide newtonien. La résistance visqueuse entre la résine et la paroi interne du moule ralentit sa progression et celle-ci retrouve progressivement un niveau équivalent à celui de la fibre à mesure que l'on s'éloigne de la paroi interne.

Lors de l'avancement du préimprégné, la résine subit une réaction de réticulation sous l'effet de la chaleur. Sa viscosité diminue, sa résistance visqueuse augmente et elle commence à gélifier et à entrer dans la zone de gélification. Elle durcit progressivement, se rétracte et se détache du moule. La résine progresse uniformément à la même vitesse que les fibres. La polymérisation se poursuit sous l'effet de la chaleur dans la zone de polymérisation, et le degré de polymérisation spécifié est atteint avant le démoulage. La température de polymérisation est généralement supérieure au pic exothermique de la colle, et la température, le temps de gélification et la vitesse de tirage sont optimisés. La température dans la zone de préchauffage doit être plus basse, et la distribution de température doit être contrôlée afin que le pic exothermique de polymérisation apparaisse au centre du moule et que le point de détachement soit également au centre. L'écart de température entre les trois zones est maintenu entre 20 et 30 °C, et le gradient thermique ne doit pas être trop important. L'effet des réactions de polymérisation exothermiques doit également être pris en compte. Généralement, trois paires de systèmes de chauffage sont utilisées pour contrôler respectivement la température des trois zones.
La traction est essentielle pour un démoulage aisé. L'intensité de la force de traction dépend de la contrainte de cisaillement à l'interface entre le produit et le moule. Cette contrainte diminue avec l'augmentation de la vitesse de traction, et trois pics apparaissent à l'entrée, au milieu et à la sortie du moule. Le premier pic est dû à la viscosité de la résine. Son amplitude dépend de la nature du fluide visqueux, de la température à l'entrée et de la teneur en charge. Dans le moule, la viscosité de la résine diminue avec l'augmentation de la température, et la contrainte de cisaillement diminue également. Au fur et à mesure de la polymérisation, la viscosité et la contrainte de cisaillement augmentent. Le deuxième pic correspond au point de démoulage et diminue sensiblement avec l'augmentation de la vitesse de traction. Le troisième pic, situé à la sortie, est dû au frottement entre le produit et la paroi interne du moule après solidification ; son amplitude est relativement faible. La traction est un paramètre important pour le contrôle du procédé. Pour obtenir une surface lisse, il est nécessaire que la contrainte de cisaillement (deuxième pic) au point de démoulage soit faible et que le produit soit séparé du moule le plus rapidement possible. La variation de la force d'adhérence reflète l'état de réaction du produit dans le moule et dépend de la teneur en fibres, de la forme et de la taille du produit, de l'agent de démoulage, de la température, de la vitesse de démoulage, etc.
TechnoFRPfournit des machines de pultrusion de haute qualité etmoules de pultrusionN'hésitez pas à nous contacter si vous avez besoin de quoi que ce soit !
Date de publication : 2 décembre 2022