



العملية السحبهي طريقة للإنتاج المستمر لقطاعات المواد المركبة. تقوم هذه الطريقة بتشريب خيوط الألياف الزجاجية غير الملتوية وغيرها من مواد التقوية المستمرة، وحصائر سطح البوليستر، وما إلى ذلك، ثم إخراجها من القالب بشكل مستمر بعد معالجتها داخل القالب، مما يشكل عملية إنتاج آلية لمنتجات السحب.
تتميز المنتجات المصنعة بتقنية السحب بقوة شد أعلى من الفولاذ العادي. كما أن الطبقة الغنية بالراتنج على سطحها تمنحها مقاومة جيدة للتآكل، مما يجعلها الخيار الأمثل لاستبدال الفولاذ في المشاريع التي تتعرض لبيئات تآكلية. وتُستخدم هذه المنتجات على نطاق واسع في مجالات النقل، والكهرباء، والعزل الكهربائي، والصناعات الكيميائية، والتعدين، والصناعات البحرية، والقوارب، وفي البيئات التآكلية، وفي مختلف المجالات المدنية.
عملية السحب
تتعدد أشكال عملية التشكيل بالسحب، وتتنوع طرق تصنيفها، منها المتقطع والمستمر، والرأسي والأفقي، والرطب والجاف، والسحب بالزلاجة والسحب بالتثبيت، والمعالجة داخل القالب والمعالجة بالهلام خارج القالب. وتشمل طرق التسخين التسخين الكهربائي، والتسخين بالأشعة تحت الحمراء، والتسخين عالي التردد، والتسخين بالميكروويف، أو التسخين المركب، وغيرها.
تتمثل عملية التشكيل بالسحب النموذجية فيما يلي:
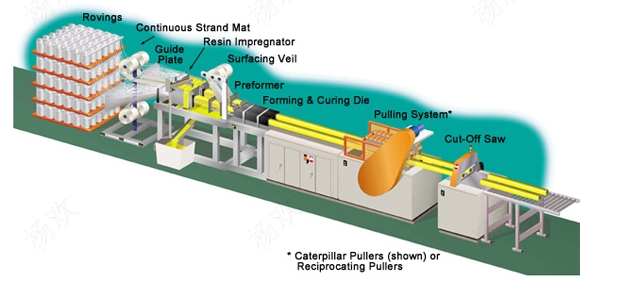
ترتيب خيوط الألياف الزجاجية - الغمس - التشكيل الأولي - التشكيل بالبثق والمعالجة - السحب - القطع - المنتجات
مكونات معدات التشكيل بالبثق
1. نظام نقل مواد التعزيز: مثل البكرة، وجهاز نشر اللباد، وفتحة الخيوط، وما إلى ذلك.
2. التشريب بالراتنج: يُعد التشريب المباشر في الخزان الطريقة الأكثر شيوعًا. خلال عملية التشريب بأكملها، يجب أن يكون ترتيب الألياف والحصائر دقيقًا للغاية.
3. التشكيل الأولي: تمر مواد التقوية المشبعة عبر جهاز التشكيل الأولي، ويتم تمريرها بعناية وبشكل مستمر لضمان وضعها النسبي، وصولاً تدريجياً إلى الشكل النهائي للمنتج، مع طرد الراتنج الزائد قبل دخول القالب. التشكيل والتصلب.
٤. القالب: يُصمَّم القالب وفقًا للشروط التي يحددها النظام. وبناءً على منحنى التفاعل الطارد للحرارة لتصلب الراتنج وأداء الاحتكاك بين المادة والقالب، يُقسَّم القالب إلى ثلاث مناطق تسخين مختلفة، وتُحدَّد درجة الحرارة بناءً على أداء نظام الراتنج. يُعدّ القالب الجزء الأكثر أهمية في عملية السحب، ويتراوح طول القالب النموذجي بين ٠.٦ و ١.٢ متر.
5. جهاز الجر: يمكن أن يكون جهاز الجر نفسه عبارة عن ساحب من نوع الزاحف أو جهازي تثبيت متبادلين لضمان الحركة المستمرة.
6. جهاز القطع: يتم قطع الشكل الجانبي وفقًا للطول المطلوب بواسطة منشار قطع أوتوماتيكي متزامن الحركة.

تتمثل وظيفة قالب التشكيل في تحقيق ضغط وتشكيل ومعالجة المادة الخام. يجب أن يراعي حجم مقطع القالب انكماش الراتنج أثناء التشكيل. يرتبط طول القالب بسرعة المعالجة، ودرجة حرارة القالب، وحجم المنتج، وسرعة السحب، وخصائص مواد التقوية، وما إلى ذلك، ويتراوح عادةً بين 600 و1200 مم. ينبغي أن يكون تجويف القالب أملسًا لتقليل الاحتكاك، وإطالة عمر الخدمة، وتسهيل إخراج المنتج منه. يُستخدم التسخين الكهربائي عادةً، بينما يُستخدم التسخين بالميكروويف للمواد المركبة عالية الأداء. يلزم وجود جهاز تبريد عند فوهة القالب لمنع تصلب المادة اللاصقة قبل الأوان. تتحكم عملية الغمر بشكل أساسي في الكثافة النسبية (اللزوجة) ووقت غمر المادة اللاصقة. متطلباتها وعواملها المؤثرة هي نفسها متطلبات وعوامل عملية ما قبل التشريب.
تعتمد عملية التشكيل بالسحب بشكل أساسي على التحكم في درجة حرارة التشكيل، وتوزيع درجة الحرارة داخل القالب، وسرعة مرور المادة عبره (سرعة السحب)، وهي العملية الرئيسية في هذه العملية. خلال عملية السحب، تحدث سلسلة من التغيرات الفيزيائية والكيميائية والفيزيائية الكيميائية المعقدة عند مرور مادة ما قبل التشريب عبر القالب، والتي لم تُفهم جيدًا حتى الآن. بشكل عام، يمكن تقسيم القالب إلى ثلاث مناطق وفقًا لحالة مادة ما قبل التشريب عند مرورها. تتحرك مادة التقوية عبر القالب بسرعة ثابتة، بينما لا يتحرك الراتنج. يتشابه سلوك الراتنج عند مدخل القالب مع سلوك السوائل النيوتونية. تعمل المقاومة اللزجة بين الراتنج وسطح الجدار الداخلي للقالب على إبطاء سرعة تقدم الراتنج، وتعود تدريجيًا إلى مستوى مماثل لسرعة الألياف مع ازدياد المسافة من السطح الداخلي للقالب.

أثناء عملية تشكيل المادة الأولية، يخضع الراتنج لتفاعل تشابك عند تسخينه، مما يؤدي إلى انخفاض لزوجته وزيادة مقاومته للزوجة، ويبدأ بالتصلب ودخول منطقة التصلب. يتصلب الراتنج تدريجيًا، وينكمش، وينفصل عن القالب. يتحرك الراتنج للأمام بانتظام وبنفس سرعة الألياف. يستمر في التصلب تحت تأثير الحرارة في منطقة التصلب، مع التأكد من الوصول إلى درجة التصلب المطلوبة عند فك القالب. عادةً ما تكون درجة حرارة التصلب أعلى من ذروة التفاعل الطارد للحرارة للمادة اللاصقة، ويجب ضبط درجة الحرارة ووقت التصلب وسرعة السحب. ينبغي أن تكون درجة الحرارة في منطقة التسخين المسبق منخفضة، ويجب التحكم في توزيع درجة الحرارة بحيث تظهر ذروة التفاعل الطارد للحرارة في منتصف القالب، ويتم التحكم في نقطة الانفصال في منتصف القالب أيضًا. يُضبط فرق درجة الحرارة بين الأقسام الثلاثة عند 20-30 درجة مئوية، ويجب ألا يكون تدرج درجة الحرارة كبيرًا جدًا. كما يجب مراعاة تأثير تفاعلات التصلب الطاردة للحرارة. عادةً، يتم استخدام ثلاثة أزواج من أنظمة التدفئة للتحكم في درجة حرارة المناطق الثلاث على التوالي.
يُعدّ الاحتكاك عاملاً أساسياً لضمان انسياب المنتج بسلاسة. وتعتمد قوة الاحتكاك على إجهاد القصّ عند السطح الفاصل بين المنتج والقالب. ينخفض إجهاد القصّ مع زيادة سرعة السحب، وتظهر ثلاث ذروات عند مدخل القالب ووسطه ومخرجه. تنتج الذروة الأولى عن الاحتكاك اللزج للراتنج في تلك المنطقة، ويتوقف حجمها على طبيعة الراتنج اللزج، ودرجة الحرارة عند المدخل، ومحتوى الحشو. داخل القالب، تنخفض لزوجة الراتنج مع ارتفاع درجة الحرارة، وبالتالي ينخفض إجهاد القصّ. ومع تقدّم عملية التصلّب، تزداد اللزوجة وإجهاد القصّ. تتوافق الذروة الثانية مع نقطة الانفصال، وتنخفض بشكل ملحوظ مع زيادة سرعة السحب. أما الذروة الثالثة فتظهر عند المخرج، وهي ناتجة عن الاحتكاك بين المنتج والجدار الداخلي للقالب بعد التصلّب، وقيمتها صغيرة نسبياً. يُعدّ الاحتكاك عنصراً هاماً في التحكم بالعملية. للحصول على سطح أملس للمنتج، يجب أن يكون إجهاد القص (قيمة الذروة الثانية) عند نقطة الانفصال منخفضًا، ويجب فصله عن القالب بأسرع وقت ممكن. يعكس تغير قوة الشد حالة تفاعل المنتج داخل القالب، ويرتبط بمحتوى الألياف، وشكل المنتج وحجمه، ومادة الفصل، ودرجة الحرارة، وسرعة الشد، وغيرها.
تكنوفربتوفر آلات سحب عالية الجودة وقوالب السحبإذا كانت لديكم أي احتياجات، تواصلوا معنا!
تاريخ النشر: 2 ديسمبر 2022