



Tenproces pultruzjito metoda ciągłej produkcji profili z materiałów kompozytowych. Polega ona na impregnacji nieskręconych włókien szklanych i innych ciągłych materiałów wzmacniających, poliestrowych mat powierzchniowych itp., a następnie ciągłym wyjęciu ich z formy po utwardzeniu w formie, tworząc w ten sposób zautomatyzowany proces produkcji wyrobów pultruzyjnych.
Produkty wytwarzane metodą pultruzji charakteryzują się wyższą wytrzymałością na rozciąganie niż zwykła stal. Warstwa bogata w żywicę na powierzchni zapewnia dobrą odporność na korozję, dzięki czemu jest to najlepszy zamiennik stali w projektach realizowanych w środowisku korozyjnym. Produkty te są szeroko stosowane w transporcie, elektrotechnice, elektrotechnice, izolacji elektrycznej, przemyśle chemicznym, górnictwie, transporcie morskim, na łodziach, w środowisku korozyjnym i w budownictwie.
Proces pultruzji
Istnieje wiele form procesu formowania pultruzyjnego i metod jego klasyfikacji. Należą do nich: formowanie przerywane i ciągłe, pionowe i poziome, na mokro i na sucho, ciągnienie gąsienicowe i zaciskowe, utwardzanie w formie i utwardzanie żelu w formie poza formą. Metody nagrzewania obejmują nagrzewanie elektryczne, nagrzewanie podczerwone, nagrzewanie wysokoczęstotliwościowe, nagrzewanie mikrofalowe lub nagrzewanie łączone itp.
Typowy przebieg procesu formowania pultruzyjnego wygląda następująco:
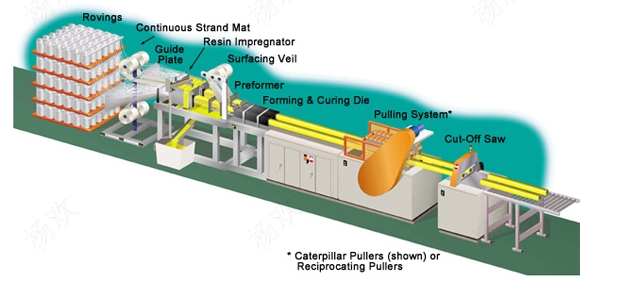
Układ włókien szklanych – zanurzanie – wstępne formowanie – formowanie ekstruzyjne i utwardzanie – rozciąganie – cięcie – produkty
Skład urządzeń do formowania pultruzyjnego
1. System transportu materiału zbrojeniowego: taki jak rama naciągowa, urządzenie do rozkładania filcu, otwór na przędzę itp.
2. Impregnacja żywicą: Najczęściej stosowaną metodą jest impregnacja w zbiorniku. Podczas całego procesu impregnacji włókna i maty powinny być bardzo starannie ułożone.
3. Formowanie wstępne: Impregnowane materiały wzmacniające przechodzą przez urządzenie do formowania wstępnego i są ostrożnie i w sposób ciągły podawane, aby zapewnić ich względne położenie, stopniowo zbliżając się do ostatecznego kształtu produktu i wytłaczając nadmiar żywicy przed wejściem do formy. Formowanie i utwardzanie.
4. Forma: Forma jest projektowana w warunkach określonych przez system. Zgodnie z krzywą egzotermiczną utwardzania żywicy oraz współczynnikiem tarcia między materiałem a formą, forma jest podzielona na trzy różne strefy grzewcze, a temperatura jest determinowana przez wydajność systemu żywicy. Forma jest najważniejszym elementem procesu pultruzji, a długość typowej formy wynosi od 0,6 do 1,2 m.
5. Urządzenie trakcyjne: Urządzenie trakcyjne może być urządzeniem gąsienicowym lub dwoma posuwisto-zwrotnymi urządzeniami zaciskowymi zapewniającymi ciągły ruch.
6. Urządzenie tnące: Profil jest cięty na wymaganą długość za pomocą automatycznej, synchronicznie poruszającej się piły tnącej.

Funkcją matrycy formującej jest realizacja zagęszczania, formowania i utwardzania wykroju. Rozmiar sekcji formy powinien uwzględniać skurcz formowania żywicy. Długość formy jest związana z szybkością utwardzania, temperaturą formy, rozmiarem produktu, prędkością pultruzji, właściwościami materiałów wzmacniających itp., na ogół 600-1200 mm. Gładkość wnęki formy powinna być wysoka, aby zmniejszyć tarcie, przedłużyć żywotność i umożliwić łatwe wyjmowanie z formy. Zwykle stosuje się ogrzewanie elektryczne, a w przypadku materiałów kompozytowych o wysokiej wydajności stosuje się ogrzewanie mikrofalowe. Przy wlocie formy wymagane jest urządzenie chłodzące, aby zapobiec przedwczesnemu utwardzeniu kleju. Proces zanurzania kontroluje głównie gęstość względną (lepkość) i czas zanurzania kleju. Jego wymagania i czynniki wpływające są takie same jak w przypadku prepregu.
Proces formowania utwardzającego kontroluje głównie temperaturę formowania, rozkład temperatury w formie oraz czas przejścia materiału przez formę (prędkość pultruzji), co jest kluczowym procesem w procesie formowania pultruzji. Podczas procesu pultruzji, gdy prepreg przechodzi przez formę, zachodzi szereg złożonych zmian fizycznych, chemicznych i fizykochemicznych, które do tej pory nie zostały dobrze poznane. Ogólnie rzecz biorąc, formę można podzielić na trzy obszary w zależności od stanu prepregu podczas jego przepływu. Wzmocnienie porusza się w formie ze stałą prędkością, podczas gdy żywica nie. Zachowanie żywicy na wejściu do formy jest podobne do zachowania cieczy newtonowskiej. Opór lepkości między żywicą a powierzchnią wewnętrznej ścianki formy spowalnia prędkość przesuwania się żywicy i stopniowo powraca do poziomu odpowiadającego prędkości włókna wraz ze wzrostem odległości od wewnętrznej powierzchni formy.

Podczas procesu przesuwania się prepregu, żywica po podgrzaniu ulega reakcji sieciowania, lepkość maleje, a opór lepkości wzrasta, a żywica zaczyna żelować i wchodzić do strefy żelowania. Stopniowo twardnieje, kurczy się i oddziela od formy. Żywica porusza się równomiernie z tą samą prędkością co włókna. Kontynuuj utwardzanie pod wpływem ciepła w strefie utwardzania i upewnij się, że po zwolnieniu formy osiągnięty został określony stopień utwardzenia. Temperatura utwardzania jest zazwyczaj wyższa niż szczyt egzotermicznego piku kleju, a temperatura, czas żelowania i prędkość wyciągania są do siebie dopasowane. Temperatura w strefie podgrzewania powinna być niższa, a rozkład temperatury powinien być kontrolowany tak, aby szczyt egzotermiczny utwardzania pojawiał się w środku formy, a punkt oderwania był kontrolowany w środku formy. Różnica temperatur między trzema sekcjami jest utrzymywana na poziomie 20-30°C, a gradient temperatury nie powinien być zbyt duży. Należy również uwzględnić wpływ egzotermicznych reakcji utwardzania. Zazwyczaj do kontrolowania temperatury w trzech strefach stosuje się trzy pary systemów grzewczych.
Trakcja jest kluczem do zapewnienia płynnego uwalniania produktu. Wielkość siły trakcyjnej zależy od naprężenia ścinającego na styku produktu i formy. Naprężenie ścinające malało wraz ze wzrostem prędkości wyciągania, a trzy piki pojawiły się na wejściu, środku i wyjściu z matrycy. Pik w populacji jest generowany przez lepki opór żywicy w tym miejscu. Jego wielkość zależy od rodzaju lepkiej cieczy żywicy, temperatury na wlocie i zawartości wypełniacza. W formie lepkość żywicy maleje wraz ze wzrostem temperatury, a naprężenie ścinające maleje. W miarę postępu reakcji utwardzania lepkość i naprężenie ścinające rosną. Drugi pik odpowiada punktowi odłączenia i znacznie maleje wraz ze wzrostem prędkości wyciągania. Trzeci pik znajduje się na wyjściu, co jest spowodowane tarciem między produktem a wewnętrzną ścianką formy po zestaleniu, a jego wartość jest stosunkowo niewielka. Trakcja jest ważna w kontroli procesu. Aby uzyskać gładką powierzchnię produktu, wymagane jest, aby naprężenie ścinające (druga wartość szczytowa) w punkcie wyjścia było niewielkie i produkt należy jak najszybciej oddzielić od formy. Zmiana siły rozciągającej odzwierciedla stan reakcji produktu w formie i jest związana z zawartością włókien, kształtem i rozmiarem produktu, środkiem antyadhezyjnym, temperaturą, prędkością rozciągania itp.
TechnoFRPdostarcza wysokiej jakości maszyny do pultruzji iformy do pultruzji. Jeśli masz jakieś potrzeby, skontaktuj się z nami!
Czas publikacji: 02-12-2022