



Depultruderingsproceser en metode til kontinuerlig produktion af kompositmaterialeprofiler. Den imprægnerer u-snoede glasfiberrovings og andre kontinuerlige forstærkningsmaterialer, polyestermåtter osv., og fremstiller dem kontinuerligt ud af formen efter hærdning i formen, hvorved der dannes en automatiseret produktionsproces for pultruderingsprodukter.
Produkter produceret ved pultruderingsprocessen har højere trækstyrke end almindeligt stål. Det harpiksrige lag på overfladen giver det god korrosionsbestandighed, så det er det bedste produkt til at erstatte stål i projekter med ætsende miljøer og er meget anvendt inden for transport, elektrikere, el, elektrisk isolering, kemisk industri, minedrift, marine, både, ætsende miljøer og liv, civile forskellige områder.
Pultruderingsproces
Der findes mange former for pultruderingsstøbeprocesser, og der er mange klassificeringsmetoder. Såsom intermitterende og kontinuerlig, vertikal og horisontal, våd og tør, crawler-trækkraft og fastspændingstrækkraft, hærdning i formen og gelhærdning i formen uden for formen. Opvarmningsmetoder omfatter elektrisk opvarmning, infrarød opvarmning, højfrekvent opvarmning, mikrobølgeopvarmning eller kombineret opvarmning osv.
Det typiske procesforløb for pultruderingsstøbning er:
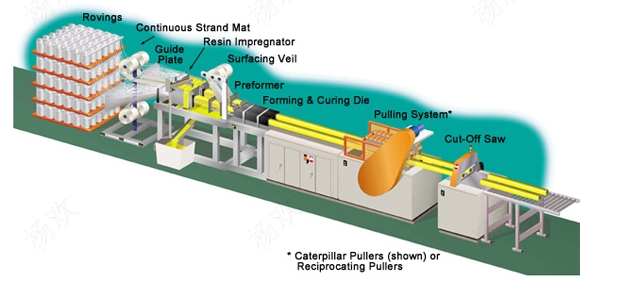
Glasfiberforsegling – Dypning – Præformning – Ekstruderingsstøbning og hærdning – Trækning – Skæring – Produkter
Sammensætning af pultruderingsstøbeudstyr
1. Transportsystem til armeringsmateriale: såsom spiral, filtspredningsanordning, garnhul osv.
2. Imprægnering af harpiks: Imprægnering med direkte tank er den mest almindeligt anvendte metode. Under hele imprægneringsprocessen skal arrangementet af fibre og måtter være meget pænt.
3. Præformning: De imprægnerede armeringsmaterialer passerer gennem præformningsanordningen og føres forsigtigt kontinuerligt for at sikre deres relative position, idet de gradvist nærmer sig produktets endelige form og ekstruderer overskydende harpiks, før de føres ind i formen. Formning og hærdning.
4. Form: Formen er designet under de betingelser, der er bestemt af systemet. I henhold til harpiksens hærdnings-eksotermiske kurve og friktionsevnen mellem materialet og formen er formen opdelt i tre forskellige opvarmningszoner, og temperaturen bestemmes af harpiksystemets ydeevne. Formen er den mest kritiske del af pultruderingsprocessen, og længden af en typisk form varierer fra 0,6 til 1,2 m.
5. Trækanordning: Selve trækanordningen kan være en bæltetrækker eller to frem- og tilbagegående klemmeanordninger for at sikre kontinuerlig bevægelse.
6. Skæreanordning: Profilen skæres i den ønskede længde af en automatisk synkront bevægelig skæresav.

Formdysens funktion er at udføre komprimering, formning og hærdning af emnet. Størrelsen på støbeformens sektion bør tage højde for harpiksens krympning i støbeprocessen. Støbeformens længde er relateret til hærdningshastighed, støbeformtemperatur, produktstørrelse, pultruderingshastighed, forstærkningsmaterialernes egenskaber osv., generelt 600-1200 mm. Støbeformens glathed skal være høj for at reducere friktion, forlænge levetiden og være let at afforme. Elektrisk opvarmning anvendes normalt, og mikrobølgeopvarmning anvendes til højtydende kompositmaterialer. En køleanordning er nødvendig ved støbeformens munding for at forhindre limen i at hærde for tidligt. Dyppeprocessen styrer primært limens relative densitet (viskositet) og dyppetid. Dens krav og påvirkningsfaktorer er de samme som for prepreg.
Hærdningsstøbeprocessen styrer primært støbetemperaturen, formens temperaturfordeling og den tid, det tager for materialet at passere gennem formen (pultruderingshastighed), hvilket er den centrale proces i pultruderingsstøbeprocessen. Under pultruderingsprocessen sker der en række komplekse fysiske, kemiske og fysisk-kemiske ændringer, når prepregen passerer gennem formen, hvilket ikke har været godt forstået indtil nu. Generelt kan formen opdeles i tre områder i henhold til prepregens tilstand, når den passerer gennem formen. Forstærkningen bevæger sig gennem formen med en konstant hastighed, hvorimod harpiksen ikke gør det. Harpiksens opførsel ved formens indgang ligner den af Newtonsk væske. Den viskøse modstand mellem harpiksen og overfladen af formens indre væg bremser harpiksens fremrykningshastighed og vender gradvist tilbage til et niveau, der svarer til fiberens, efterhånden som afstanden fra formens indre overflade øges.

Under prepregens fremføringsproces gennemgår harpiksen en tværbindingsreaktion, når den opvarmes. Viskositeten falder, den viskøse modstand øges, og den begynder at gelere og trænge ind i gelzonen. Den hærder gradvist, krymper og adskiller sig fra formen. Harpiksen bevæger sig jævnt fremad med samme hastighed som fibrene. Fortsæt med at hærde under varme i hærdningszonen, og sørg for, at den specificerede hærdningsgrad opnås, når formen frigøres. Hærdningstemperaturen er normalt mere signifikant end toppen af limens eksoterme top, og temperaturen, geleringstiden og trækhastigheden matches. Temperaturen i forvarmningszonen bør være lavere, og temperaturfordelingen bør kontrolleres, så den eksoterme hærdningstop vises i midten af formen, og løsrivelsespunktet kontrolleres i midten af formen. Temperaturforskellen mellem de tre sektioner kontrolleres ved 20-30°C, og temperaturgradienten bør ikke være for stor. Effekten af eksoterme hærdningsreaktioner bør også tages i betragtning. Normalt anvendes tre par varmesystemer til at kontrollere temperaturen i de tre områder.
Trækkraft er nøglen til at sikre en jævn frigivelse af produktet. Trækkraftens størrelse afhænger af grænsefladeforskydningsspændingen mellem produktet og formen. Forskydningsspændingen faldt med stigende trækhastighed, og der opstod tre toppe ved indgangen, midten og udgangen af formen. Toppen i populationen frembringes af harpiksens viskøse modstand der. Dens størrelse afhænger af harpiksens viskøse væske, temperaturen ved indgangen og fyldstofindholdet. I formen falder harpiksens viskositet med stigende temperatur, og forskydningsspændingen falder. Efterhånden som hærdningsreaktionen skrider frem, stiger viskositeten og forskydningsspændingen. Den anden top svarer til frigørelsespunktet og falder betydeligt med stigende trækhastighed. Den tredje top er ved udgangen, hvilket skyldes friktion mellem produktet og formens indre væg efter størkning, og dens værdi er relativt lille. Trækkraft er vigtig i processtyring. For at gøre produktets overflade glat kræves det, at forskydningsspændingen (den anden topværdi) ved udgangspunktet er lille, og den skal adskilles fra formen så hurtigt som muligt. Ændringen i trækkraft afspejler produktets reaktionstilstand i formen og er relateret til fiberindhold, produktets form og størrelse, slipmiddel, temperatur, trækhastighed osv.
TechnoFRPleverer pultruderingsmaskiner af høj kvalitet ogpultruderingsformeHvis du har nogle behov, så kontakt os!
Opslagstidspunkt: 2. dec. 2022