



Форма для изготовления крышек люков SMC/BMC



Форма для изготовления крышек люков из SMC/BMC является ключевым элементом при производстве крышек люков из стекловолокна. Ее размер, классификация и преимущества в применении напрямую влияют на качество и эксплуатационные характеристики крышки люка.ТехноФРПОбладает обширными теоретическими знаниями и производственным опытом в области компрессионного формования SMC/BMC и может разработать для вас полный комплект линий по производству крышек люков из SMC/BMC. Если у вас есть подобные требования, свяжитесь с нами. Спасибо.
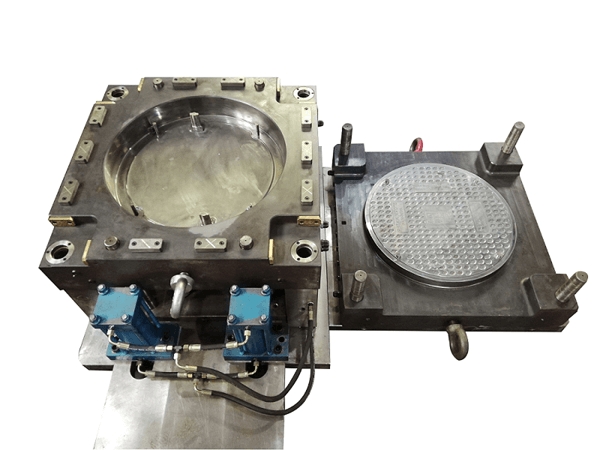
1. SMC/BMCформа для крышки люкаструктура
• Верхняя и нижняя формы: Форма обычно состоит из верхней и нижней форм. Внутренняя поверхность верхней и нижней форм имеет форму крышки люка, иСтанок для формования крышек люков SMCоказывает давление для формования материала SMC в пресс-форме.
• Форма и стержень пресс-формы: Пресс-форма содержит формующую полость (используемую для формирования основной формы крышки люка) и стержень пресс-формы (используемый для формирования деталей поверхности и структуры крышки люка, таких как текстура, логотипы и т. д.).
• Система нагрева: Обычно пресс-форма оснащается системой нагрева для нагрева материала SMC в процессе формования, чтобы он растекался и затвердевал при высоких температурах.
• Вытяжная система: Для предотвращения образования пузырьков или дефектов во время формования конструкция пресс-формы может включать вытяжной канал для отвода избытка воздуха или газа.
2. Размеры формы для крышки люка из SMC/BMC.
Размерстальная форма для изготовления крышек люков SMCЭто тесно связано с размером изготавливаемой крышки люка. Размеры пресс-формы обычно определяются следующими факторами:
• Диаметр или длина стороны крышки люка: Диаметр обычных круглых крышек люков варьируется от 400 мм до 1200 мм, а длина стороны квадратных крышек люков — от 300 мм до 1000 мм. Размер пресс-формы будет немного больше фактического размера крышки люка, чтобы учесть текучесть и усадку материала.
• Толщина крышки люка: Толщина крышки люка обычно составляет от 25 до 100 мм. При проектировании пресс-формы это будет учтено, чтобы гарантировать соответствие толщины крышки люка требованиям после формовки.
• Толщина стенок пресс-формы: Чтобы выдерживать высокое давление в процессе формования, толщина стенок пресс-формы должна быть оптимальной.стальная формаКак правило, его диаметр составляет от 20 до 60 мм, в зависимости от размера пресс-формы и сложности формы.
3. Классификация форм для крышек люков
Стальные формы для изготовления крышек люков из SMC-пластика можно классифицировать в соответствии с различными стандартами:
1) Классификация по форме крышки люка:
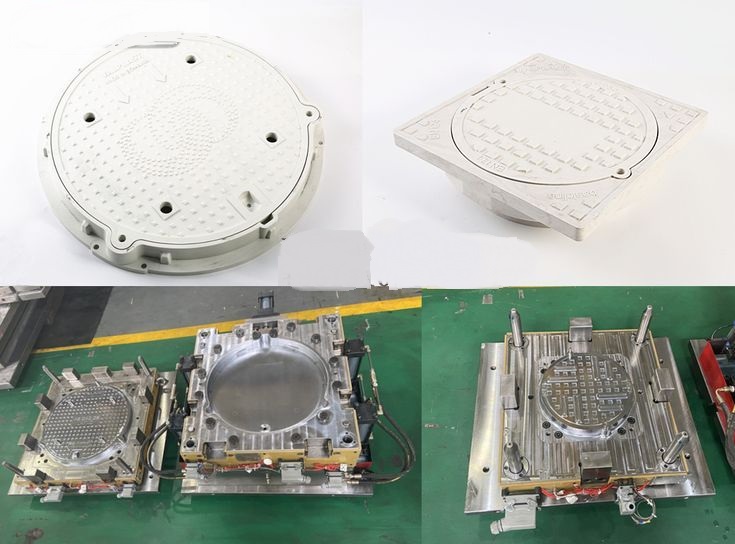
• Круглая форма: используется для изготовления круглых крышек люков, обычно применяемых на муниципальных дорогах и тротуарах.
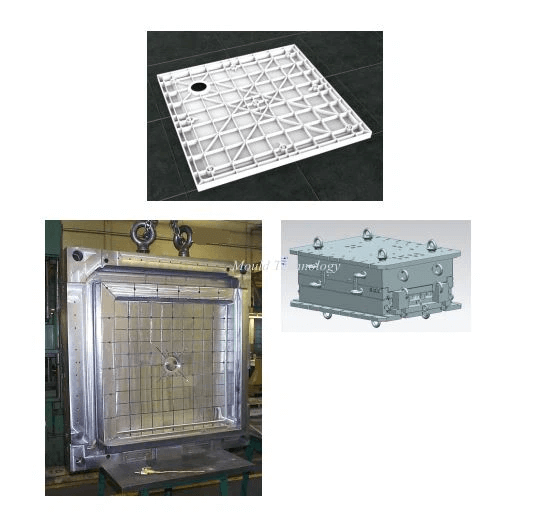
• Квадратная форма: используется для изготовления квадратных крышек люков, подходящих для использования в промышленных зонах, жилых районах и т. д.
• Прямоугольная форма: используется для изготовления прямоугольных крышек люков, подходящих для использования в особых случаях, например, при строительстве дренажных канав.
2) Классификация по структуре формы:
• Одногнездная форма: имеет только одно гнездо, подходит для изготовления отдельных крышек люков, часто используется для мелкосерийного производства.
• Многогнездная форма: содержит несколько полостей, позволяет одновременно изготавливать несколько крышек люков, подходит для массового производства и более эффективна.
3) Классификация по текстуре поверхности:
• Форма для гладких поверхностей: используется для изготовления крышек люков с гладкой поверхностью, обычно в тех случаях, когда требуется красивая поверхность.
• Текстурированная поверхность: поверхность имеет противоскользящую текстуру или определенный рисунок, подходящий для крышек люков, требующих противоскользящих свойств или специальной маркировки.
4. Процесс использования пресс-формы для крышек люков из SMC/BMC.
Подготовка материала: Сначала поместите предварительно изготовленный SMC-материал в форму.
Формование и создание давления: Форма закрывается, игидравлический прессПрименяется высокая температура и давление. Материал SMC заполняет форму и формирует ее полость.
Затвердевание и охлаждение: После затвердевания материала при высокой температуре его охлаждают и формуют. Крышку люка извлекают после вскрытия формы.
Последующая обработка: После формовки крышка люка может потребовать дополнительной обработки, такой как удаление заусенцев по краям, нанесение поверхностного покрытия и т. д.
5. Типичные области применения
Городские дороги и тротуары: Люки, изготовленные с использованием стальных форм для люков SMC, часто используются на городских дорогах, площадях, тротуарах и т. д., обеспечивая высокую прочность, противоскользящие, противовзломные и другие функции.
Промышленные парки: В промышленных парках люки из SMC-пластика широко используются благодаря их коррозионной стойкости и теплоизоляционным свойствам, особенно на химических заводах, электростанциях и в других местах.
Жилые и коммерческие зоны: люки из SMC часто используются в дренажных системах в жилых комплексах, торговых центрах и других местах, учитывая как эстетику, так и практичность.
Разнообразие размеров, детальная классификация и многочисленные преимущества стальных опалубок для крышек люков из SMC-пластика в различных областях применения делают их незаменимым инструментом в современных проектах по благоустройству, промышленной деятельности и охране окружающей среды.

6. Более подробная информация о наших SMC/BMCформа для крышки люка
| Число | Конкретные вопросы | Подробное описание |
| 1 | Выбор формовочной стали | В качестве материалов для изготовления пресс-форм используются: сталь марок 45#, 50#, P20, H13, 718, 2738, NAK80, S136, SKD61 и др.К этому типу продукции предъявляются высокие требования к внешнему виду. Поверхность изделия должна быть очень блестящей, поэтому выбор материала для пресс-формы имеет большое значение. Однако, учитывая цену, как правило, целесообразнее выбирать сталь P20. P20 — это предварительно закаленная сталь, не подлежащая термообработке, но допускающая азотирование. Твердость 280 HRC~400. Поскольку она предварительно закалена, механическая резка не представляет особых трудностей. Кроме того, твердость этой стали выше, чем у среднеуглеродистой стали, и она более стабильна при деформации, поэтому широко используется в пресс-формах для пластмасс. |
| 2 | Основание формы | ЛКМ, ХАСКО и др. |
| 3 | Программное обеспечение для проектирования | UG, PROE, CAD, CAXA |
| 4 | Проектирование конструкции пресс-формы | Профессиональные конструкторы разрабатывают рациональную конструкцию для достижения кратчайшего производственного цикла, сокращения ненужных технологических операций на более поздних этапах и повышения эффективности производства. Наиболее часто используются три типа литниковых систем: с холодным каналом, с горячим каналом и с горячим соплом. |
| 5 | Система охлаждения воды и конструкция затвора | Рациональные формы литниковых каналов разрабатываются в соответствии со структурными характеристиками изделия и требованиями к его внешнему виду. Существуют большие литники, скрытые литники, веерные литники, игольчатые клапанные литники и т.д. Эффективная система охлаждения позволяет быстро достичь равновесной температуры пресс-формы, что повышает точность изготовления и эффективность производства. |
| 6 | Конфигурация компонентов | Вставки, направляющие стойки, направляющие втулки, ползуны, втулки ползунков, наклонные выталкивающие блоки и т. д. изготовлены из износостойких стандартных деталей для увеличения срока службы пресс-формы. |
| 7 | Полость типа | Одинарный/Двойной/Многотипный |
| 8 | Обработка поверхности плесени | Промышленный полирующий класс |
| 9 | время извлечения изделия из формы | 6-90 секунд |
| 10 | Целевой срок службы плесени | Более 500 000 раз |
| 11 | Время, необходимое для изготовления формы | 25-70 дней |
7. Меры предосторожности при использовании средств от плесени.
1) Убедитесь в отсутствии мусора в полости и сердечнике пресс-формы.
2) Убедитесь, что механическая система выталкивания из формы работает нормально.
3) Убедитесь, что литниковый канал не заблокирован посторонними предметами и что система охлаждения работает нормально.
4) Проверьте, открыт ли предохранительный замок пресс-формы и т.д.
5) Необходимые меры по предотвращению появления плесени:
После использования формы очистите полость и сердечник. Во избежание повреждения поверхности формы не должно оставаться никаких загрязнений. Нанесите ингибитор коррозии в виде спрея.
В системе охлаждения пресс-формы не должно оставаться охлаждающей воды. Ее необходимо очистить, чтобы предотвратить засорение водопроводного канала ржавчиной.
Стандартные механические детали пресс-формы, такие как: направляющий штифт, выталкивающий штифт, стержень сброса, нижний направляющий штифт и т. д., должны быть покрыты смазочным маслом.
После закрытия формы накройте ее пылезащитной тканью, чтобы предотвратить попадание пыли внутрь и образование ржавчины.
8. Почему выбирают нас?
1) Компания внедрила более десяти передовых устройств для обработки и тестирования пресс-форм, таких как прецизионные обрабатывающие центры с ЧПУ, электроэрозионные станки с ЧПУ, станки для глубокого сверления с ЧПУ и т. д., отечественного и зарубежного производства.

2) Высокая точность пресс-формы:ТехноФРПОбладает опытными мастерами по изготовлению пресс-форм, профессиональными технологиями и строгим контролем на каждом этапе.

3) Длительный срок службы пресс-формы: Пресс-форма, изготовленная из стали с твердостью 20-56, может выдерживать от 100 000 до 1 миллиона циклов прессования.
4) Профессиональная индивидуализация: Более 20 лет специализируемся на обработке и изготовлении пресс-форм на заказ. Возможно изготовление различных пресс-форм в соответствии с потребностями заказчика.

5) Компания располагает профессиональным производственным цехом с годовой производственной мощностью более 200 комплектов крупных и малых пресс-форм. В её распоряжении гидравлические прессы мощностью от 630 до 2000 тонн, что позволяет проводить испытания пресс-форм и литьевые процессы.


